De wijd gebruikte horizontale de korrelmolen van de ringsmatrijs diervoeder is de sleutel apparatuur voor de verwerking van diervoeder van de pluimvee veevoederfabriek diervoederproductieproces, en de ringmatrijs is het hartdeel van de ring matrijs goede prestaties diervoeder pelletizer, en het is ook een van de meest versleten onderdelen van de de korrel van het ringsmatrijs gevogeltevee diervoeder molenmachine. Bestudeer de oorzaken van het falen van de ringmatrijs, verbeter de gebruiksomstandigheden van de ringmatrijs, verbeter de productkwaliteit en -output, verlaag het energieverbruik (het energieverbruik van granulatie is goed voor 30% tot 35% van het totale energieverbruik van de hele werkplaats) en verlaag de productiekosten (het verlies van de ringmatrijs een De projectkosten zijn goed voor 25%-30% van de decoratiekosten van de hele productiewerkplaats).
Theoretisch kunnen een ringmatrijs en een paar perswalsen pellets van respectievelijk 2000 ton en 500 ton produceren (de hoogwaardige ringmatrijs en perswals worden hier buiten beschouwing gelaten). Maar in feite zijn de fabrieken voor de productie van diervoeder met beter beheer hebben alleen meer dan 1.000 ton en meer dan 250 ton; en de fabrieken van diervoederlijnen met slecht management, zelfs met slechts 500 tot 600 ton en 80 tot 10 ton, nieuwe ringmatrijzen en perswalsen moeten vervangen. Hieruit blijkt dat het verlengen van de levensduur van de ringmatrijs aanzienlijke voordelen oplevert voor het bedrijf. pluimvee-veevoederproductiebedrijf.
1. Werkingsprincipe
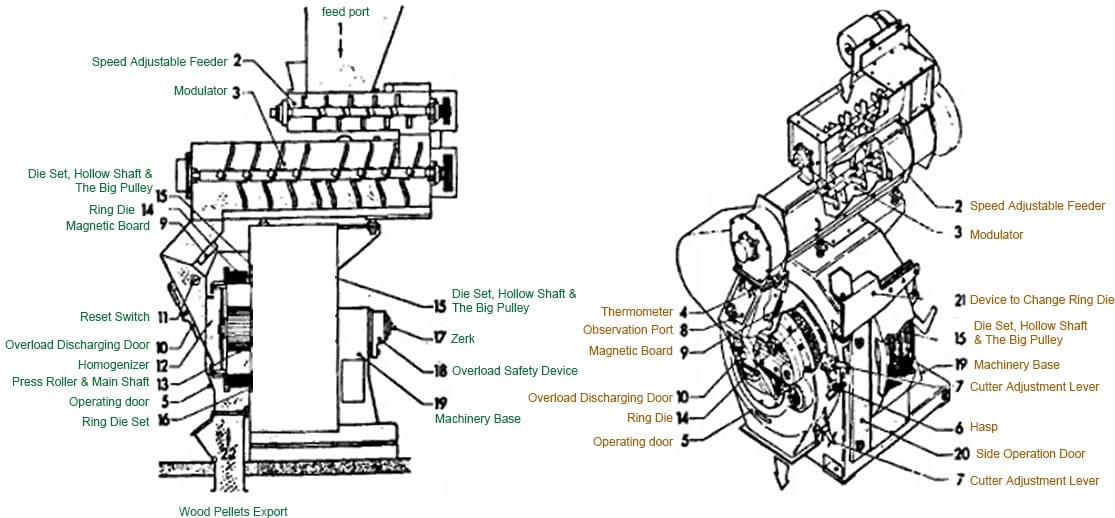
De ringmatrijs wordt door een motor via een verloopstuk aangedreven om te draaien. De drukrol die in de ringmatrijs is geïnstalleerd, draait niet, maar draait door wrijving met de draaiende ringmatrijs (door het materiaal te verdichten). Het uitgebluste en getemperde materiaal dat de perskamer binnenkomt, wordt door de spreider gelijkmatig verdeeld tussen de drukrollen, wordt vastgeklemd en samengeperst door de drukrol en wordt continu geëxtrudeerd door de opening van de ringmatrijs om zuilvormige deeltjes te vormen en de ringmatrijs te volgen. Het draait in een cirkel en wordt in korrels van een bepaalde lengte gesneden door een snijder die vast buiten de ringmatrijs is geïnstalleerd. De lineaire snelheid van de ringmatrijs en de drukrol op elk contactpunt is hetzelfde en alle druk wordt gebruikt voor granulatie.
Tijdens het normale werkproces heeft de ringmatrijs altijd wrijving met het materiaal. Naarmate de hoeveelheid productiemateriaal toeneemt, slijt de ringmatrijs geleidelijk en leidt uiteindelijk tot uitval. Daarom is een van de indicatoren om de werkprestaties van de ringmatrijs te meten het productievolume. Echter, in de werkelijke productieproces van lijn voor het maken van diervoeder, De meeste ringmatrijzen mislukken voordat de theoretische productiecapaciteit is bereikt. Omdat ringmallen duur zijn, veroorzaakt dit bepaalde verliezen voor gebruikers. Dit artikel is bedoeld om de redenen voor het falen van de ringmatrijs te analyseren, zodat aanbevelingen kunnen worden gedaan voor de productie- en gebruiksomstandigheden van de ringmatrijs.
2. Analyse van storingsoorzaken
Het feitelijke falen van de ringmatrijs kan worden onderverdeeld in drie categorieën. Het eerste type: Nadat de ringmatrijs een tijdlang heeft gewerkt, is de binnenwand van de kleine gaten van de afvoer versleten, neemt de diameter van het gat toe en overschrijdt de diameter van de geproduceerde pellets de opgegeven waarde en faalt; het tweede type: Nadat de binnenwand van de ringmatrijs is versleten, is het binnenoppervlak ernstig, zodat de toevoerstroom wordt geblokkeerd, de uitvoer wordt verminderd en het gebruik wordt gestopt; het derde type: Nadat de binnenwand van de ringmatrijs is versleten, wordt de binnendiameter vergroot en wordt de wanddikte verminderd. Tegelijkertijd slijt ook de binnenwand van het afvoergat, zodat elke afvoer klein is. De wanddikte tussen de gaten wordt steeds dunner, waardoor de structurele sterkte afneemt. Voordat de diameter van het afvoergat toeneemt tot de toegestane gespecificeerde waarde (d.w.z. voordat het eerste type faalfenomeen optreedt), verschijnen er scheuren en barsten in het gevaarlijkste deel. Deze blijven zich uitbreiden totdat de scheuren zich uitbreiden naar een groter gebied en het bezwijken van de ringmatrijs veroorzaken. De belangrijkste redenen voor de bovenstaande drie faalfenomenen kunnen worden samengevat: de eerste is abrasieve slijtage en de tweede is vermoeidheidsschade.

(1) Slijtage door schuren
Er zijn veel redenen voor slijtage, waaronder normale slijtage en abnormale slijtage. De belangrijkste redenen voor normale slijtage zijn de formule van het materiaal, de grootte van het breken en de kwaliteit van het poeder. Bij normale slijtage zal de ringmatrijs gelijkmatig versleten zijn in de axiale richting, wat resulteert in grotere ringmatrijsgaten en een dunnere wanddikte. De belangrijkste redenen voor abnormale slijtage: de drukrol is te strak afgesteld, en de opening tussen de ringmatrijs is klein, en elkaar slijt; de hoek van de spreider is niet goed, wat een ongelijkmatige verdeling van materialen veroorzaakt en eerst wat slijtage; metaal valt in de matrijs en slijt. In dit geval zijn de ringmallen vaak onregelmatig versleten, meestal in de vorm van een heuptrommel.
Korrelgrootte van ruw materiaal
De fijnheid van de grondstoffen moet gematigd en uniform zijn, omdat de fijnheid van de grondstoffen het oppervlak van de voedersamenstelling bepaalt. Hoe fijner de deeltjesgrootte, hoe groter het oppervlak en hoe sneller het materiaal vocht absorbeert in de stoom, wat gunstig is voor de conditionering en de deeltjesvorming. Als de deeltjesgrootte van de grondstof te grof is, zal dit de slijtage van de matrijs verhogen, waardoor de productiviteit daalt en het energieverbruik toeneemt. Over het algemeen wordt vereist dat de grondstoffen na het malen door de zeef met 8 mazen kunnen en dat de inhoud van de zeef met 25 mazen niet groter is dan 35%. Voor materialen met een hoog gehalte aan ruwe celstof kan het toevoegen van een bepaalde hoeveelheid vet de wrijving tussen het materiaal en de ringmatrijs tijdens het malen verminderen. voederpelletproces, wat gunstig is voor het materiaal om door de ringmatrijs te gaan en het uiterlijk van de deeltjes na het vormen is gladder.
②Het gehalte aan onzuiverheden in grondstoffen
Te veel zand en ijzer in het materiaal versnelt de slijtage van de matrijs. Daarom is het reinigen van grondstoffen erg belangrijk. Op dit moment besteden de meeste pluimvee-veevoederfabrieken meer aandacht aan het verwijderen van ijzeronzuiverheden uit grondstoffen, omdat ijzer sterke schade kan toebrengen aan de matrijs, de rol en zelfs de apparatuur. Het verwijderen van zand en grind onzuiverheden wordt echter niet benadrukt. Dit punt zou de aandacht van granulatorgebruikers moeten wekken.
Stoom toevoegen
Het toevoegen van stoom aan het materiaal kan het materiaal zachter maken, het oliehoudende celweefsel in het materiaal splitsen en de olie in een vrije toestand brengen, wat een smerende werking heeft tijdens het proces. pluimvee veevoer granulatieproces, waardoor de slijtage van het materiaal op de matrijs wordt verminderd en de pluimvee en veevoeder korrelmachine uitvoer. Over het algemeen moet de druk om stoom toe te voegen tussen 0,2 en 0,4MPa liggen. Het drukniveau varieert met de soorten gecomprimeerde materialen. Voor materialen met een hoger eiwitgehalte moet de stoomdruk iets lager zijn. Voor materialen met meer vezels kan de stoomdruk iets worden verhoogd. Hoger. Door stoom toe te voegen moet het watergehalte van het materiaal 16%-17% bereiken en de temperatuur van het materiaal na het afschrikken en temperen moet 78~87~C zijn.
④ Ruimte tussen ringmatrijs en drukrol
Als de spleet tussen de ringmatrijs en de aandrukrol te klein is, zal dit de slijtage van het oppervlak van de ringmatrijs en de aandrukrol versnellen, vooral tijdens de periode van stationair draaien wanneer de aandrukrol te klein is. pluimvee veevoer granulator pers wordt gestart en gestopt. Rekening houdend met de rondheidsfout van het oppervlak van de ringmatrijs en de persrol en de coaxialiteitsfout tussen het werkoppervlak en het montageoppervlak, is de opening tussen de ringmatrijs en de persrol over het algemeen 0,2 - 0,4 mm om deeltjes met een kleine diameter te onderdrukken.
⑤De installatiehoek van de spreider
De onjuiste installatiehoek van de spreider veroorzaakt een ongelijkmatige verdeling van het materiaal tussen de ringmatrijs en de drukrol. Daarom verschijnen bij het invoeren van de extrusie de extrusiespanning en de wrijvingskracht tussen de ringmatrijs en de drukrol niet-uniform langs de axiale richting, en uiteindelijk wordt de slijtage van de ringmatrijs en de drukrol ongelijk verdeeld.

(2) Falen door vermoeidheid
De ringmatrijs van de pluimvee veevoeder korrel granulator apparatuur is een poreus ringvormig onderdeel. De werkomstandigheden zijn slecht. Het draagt lange tijd de knijpkracht van de rol en de wrijvingskracht van het materiaal tijdens het gebruiksproces, waardoor het buigspanning en contactdrukspanning produceert. Deze spanningen zijn echter geen factoren die de levensduur van de ringmatrijs beïnvloeden en de belangrijkste faalwijze is die van vermoeidheidsbreuk. De ringmatrijs wordt onderworpen aan wisselende effecten tijdens het pelletiseren, wat aangeeft dat de wisselspanning asymmetrisch cyclisch is en dat de ringmatrijs meestal bezwijkt door vermoeidheid. Dit komt overeen met de faalresultaten van de ringmatrijs bij daadwerkelijk gebruik. Op basis hiervan wordt voorgesteld om de breedte, dikte en binnendiameter van de ringmatrijs te vergroten om de buigweerstand en productiviteit van de ringmatrijs te verbeteren. Tegelijkertijd kan het vergroten van de binnendiameter en de effectieve extrusielengte de contactdrukspanning van de ringmatrijs aanzienlijk verminderen.
Om de spanningsomstandigheden van de ringmatrijs effectief te verbeteren, is het naast het veranderen van de buitenafmetingen van de ringmatrijs ook mogelijk om geschikte materialen en warmtebehandelingstechnologie te selecteren en de oppervlakteopeningssnelheid van de ringmatrijs te ontwerpen.
De ringmatrijs wordt meestal gemaakt van koolstofstaal (legering) of roestvrij staal door middel van smeden, snijden, boren, warmtebehandeling en andere processen. Wanneer de ringmatrijs wordt geboord, moet een pistoolboor met meerdere gaten worden gebruikt om de kwaliteit van elk gat te garanderen. Tijdens de warmtebehandeling moet vacuümdoofapparatuur worden gebruikt om oxidatie van het oppervlak en ontkoling, die vaak optreedt bij gewone apparatuur, te voorkomen en zo een hogere hardheid te verkrijgen.
De openingssnelheid van het oppervlak van de ringmatrijs heeft rechtstreeks invloed op de uitvoer van de pelletiseermachine voor pluimvee- en veevoer en de sterkte van de ringmatrijs. Als de openingssnelheid groot is, is de uitvoer van de granuleermachine hoog en de sterkte van de ringmatrijs laag; de sterkte van de ringmatrijs neemt daarentegen toe en de uitvoer van de ringmatrijs voor het maken van pluimveevoederkorrels wordt verlaagd. Door het verschil in materiaalselectie en ringmatrijsgrootte is het nog steeds moeilijk om een geschikte waarde te vinden voor de opening van ringmatrijzen om de uitvoer en levensduur beter op elkaar af te stemmen. Voor een ring matrijs met een matrijs gat diameter van 2-12mm, moet de matrijs gat opening tarief over het algemeen worden geselecteerd tussen 20% en 30%. Hoe kleiner het matrijsgat, hoe kleiner de gatverhouding en omgekeerd, hoe groter de gatverhouding. Afhankelijk van het geselecteerde ringmatrijsmateriaal, de ringmatrijsstructuur en -grootte kan de fabrikant van de diervoederkorrelmolen de testmethode met opeenvolgende benaderingen gebruiken om de grootte van de openingsratio van de ringmatrijs te bepalen om ervoor te zorgen dat de ringmatrijs voldoende sterkte heeft om te voorkomen dat deze tijdens belasting barst en de levensduur verkort. .
Bij het ontwerpen van de vorm en structuur van de ringmatrijs moet het aantal groeven langs de radiale richting op het buitenoppervlak van de ringmatrijs worden geminimaliseerd en de diepte ervan worden verminderd. Omdat de groeven langs de radiale richting het meest vatbaar zijn voor spanningsconcentratie. Onder invloed van langdurige wisselspanning is het gemakkelijk om eerst microscheurtjes in dit deel te maken, deze geleidelijk uit te breiden en uiteindelijk breuk van de ringmatrijs te veroorzaken.
Uit bovenstaande analyse blijkt dat er twee belangrijke redenen zijn voor het falen van de ringmatrijs in de pluimvee veevoederlijn productieproces, Een daarvan is abrasieve slijtage en de andere is vermoeidheidsschade. Het is onpraktisch om het falen van de ringmatrijs fundamenteel te vermijden en alleen de diervoederfabriek productie-, productie- en gebruiksomstandigheden van de ringmatrijs, waardoor de levensduur van de ringmatrijs wordt verlengd en kosten worden bespaard.