Die weit verbreitete horizontale Ringmatrize Tierfutterpelletiermühle ist der Schlüssel Tierfutterverarbeitungsanlagen der Geflügelfuttermühle Verfahren zur Herstellung von Tierfutter, und der Ringwürfel ist das Herzstück des Ringmatrize mit guter Leistung Tierfutterpelletierer, und ist außerdem eines der am leichtesten abzunutzenden Teile des Ringmatrize Geflügel Vieh Tierfutter Pelletiermaschine. Untersuchung der Ursachen für das Versagen der Ringmatrize, Verbesserung der Einsatzbedingungen der Ringmatrize, Verbesserung der Produktqualität und -leistung, Senkung des Energieverbrauchs (der Energieverbrauch für die Granulierung macht 30% bis 35% des Gesamtenergieverbrauchs der gesamten Werkstatt aus) und Senkung der Produktionskosten (der Verlust der Ringmatrize macht 25%-30% der Dekorationskosten der gesamten Produktionswerkstatt aus).
Theoretisch können eine Ringmatrize und ein Presswalzenpaar Pellets von 2000 Tonnen bzw. 500 Tonnen produzieren (die hochwertige Ringmatrize und die Presswalze werden hier nicht berücksichtigt). Aber in der Tat, die Fabriken zur Herstellung von Tierfutter mit besserem Management haben nur mehr als 1.000 Tonnen und mehr als 250 Tonnen; und die Fabriken für Tierfuttermühlen mit schlechtem Management, selbst mit nur 500 bis 600 Tonnen und 80 bis 10 Tonnen, müssen neue Ringmatrizen und Presswalzen ersetzen. Daraus wird ersichtlich, dass eine Verlängerung der Lebensdauer der Ringmatrize dem Unternehmen erhebliche Vorteile bringen wird. Geflügel- und Tierfutterproduktionsunternehmen.
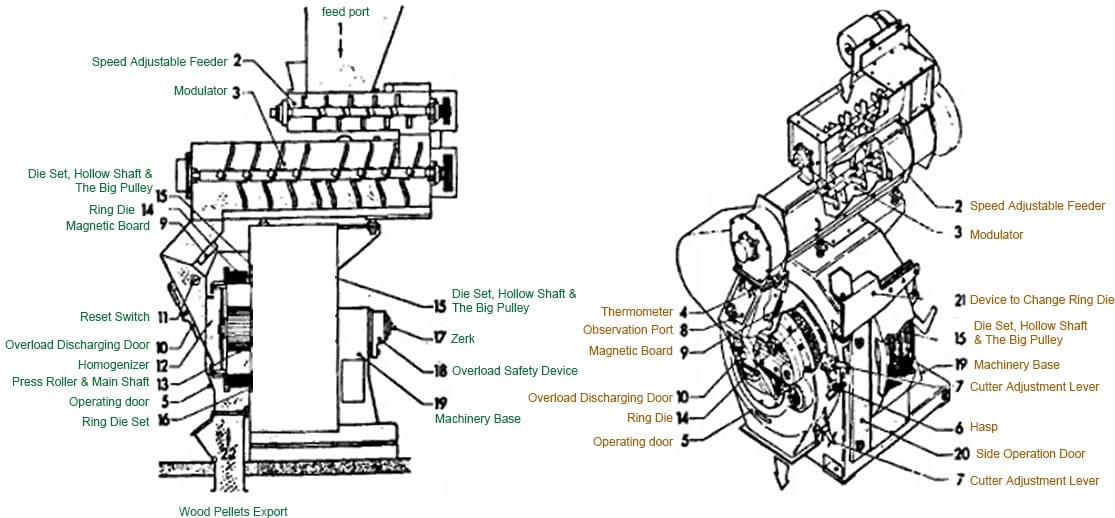
1. Arbeitsweise
Die Ringmatrize wird von einem Motor über ein Untersetzungsgetriebe in Drehung versetzt. Die in der Ringmatrize installierte Druckrolle dreht sich nicht, sondern rotiert durch Reibung mit der rotierenden Ringmatrize (durch Verdichtung des Materials). Das vergütete Material, das in die Presskammer eintritt, wird durch den Verteiler gleichmäßig zwischen den Druckwalzen verteilt, durch die Druckwalze geklemmt und gepresst und kontinuierlich durch die Ringmatrize extrudiert, um säulenförmige Partikel zu bilden und der Ringmatrize zu folgen. Es dreht sich im Kreis und wird von einem außerhalb der Ringmatrize fest installierten Schneidwerkzeug in Pellets einer bestimmten Länge geschnitten. Die lineare Geschwindigkeit der Ringdüse und der Druckwalze ist an jedem Berührungspunkt gleich, und der gesamte Druck wird für die Granulation genutzt.
Während des normalen Arbeitsprozesses hat die Ringmatrize immer Reibung mit dem Material. Mit zunehmender Menge an Produktionsmaterial verschleißt die Ringmatrize allmählich und führt schließlich zum Ausfall. Daher ist einer der Indikatoren zur Messung der Arbeitsleistung der Ringmatrize das Produktionsvolumen. In der Praxis ist es jedoch so, dass Produktionsverfahren für Tierfutterlinien, Die meisten Ringformen fallen aus, bevor die theoretische Produktionskapazität erreicht ist. Da Ringformen teuer sind, verursacht dies gewisse Verluste für die Benutzer. In diesem Artikel sollen die Gründe für das Versagen der Ringform analysiert werden, um Empfehlungen für die Herstellungs- und Nutzungsbedingungen der Ringform zu geben.
2. Analyse der Fehlerursachen
Das tatsächliche Versagen des Ringstempels lässt sich in drei Kategorien einteilen. Die erste Kategorie: Nachdem die Ringmatrize eine Zeit lang in Betrieb war, wird die Innenwand der kleinen Löcher des Auslasses abgenutzt, der Durchmesser des Lochs nimmt zu, und der Durchmesser der produzierten Pellets übersteigt den vorgegebenen Wert und fällt aus; die zweite Art: Nachdem die Innenwand der Ringmatrize verschlissen ist, ist die innere Oberfläche stark beschädigt, so dass der Fluss der Zufuhr blockiert wird, die Leistung reduziert wird und die Verwendung eingestellt wird; der dritte Typ: Nachdem die Innenwand der Ringmatrize verschlissen ist, wird der Innendurchmesser vergrößert und die Wandstärke verringert. Gleichzeitig verschleißt auch die Innenwand des Ausstoßlochs, so dass jeder Ausstoß klein ist. Die Wandstärke zwischen den Löchern wird immer dünner, so dass die strukturelle Festigkeit abnimmt. Bevor der Durchmesser des Entladungslochs auf den zulässigen Wert ansteigt (d. h. bevor die erste Art von Versagenserscheinung auftritt), treten im gefährlichsten Abschnitt Risse und Sprünge auf. Sie dehnen sich weiter aus, bis sich die Risse auf eine größere Fläche ausdehnen und zum Versagen der Ringmatrize führen. Die wesentlichen Gründe für die drei oben genannten Ausfallerscheinungen lassen sich wie folgt zusammenfassen: erstens abrasiver Verschleiß und zweitens Ermüdungsschäden.

(1) Abrasiver Verschleiß
Es gibt viele Gründe für Verschleiß, darunter normalen und anormalen Verschleiß. Die Hauptgründe für normalen Verschleiß sind die Zusammensetzung des Materials, die Größe der Zerkleinerung und die Qualität des Pulvers. Bei normalem Verschleiß wird die Ringmatrize gleichmäßig in axialer Richtung abgenutzt, was zu größeren Ringmatrizenlöchern und dünneren Wandstärken führt. Die Hauptgründe für anormalen Verschleiß: Die Druckwalze ist zu eng eingestellt, und der Spalt zwischen den Ringmatrizen ist klein, so dass sie sich gegenseitig abnutzen; der Winkel des Verteilers ist nicht gut, was zu einer ungleichmäßigen Verteilung des Materials und zu einem gewissen Verschleiß führt; Metall fällt in die Matrize und nutzt sich ab. In diesem Fall werden die Ringformen oft unregelmäßig abgenutzt, meist in Form einer Gürteltrommel.
①Rohstoffgranularität
Die Feinheit der Rohstoffe sollte mäßig und gleichmäßig sein, denn die Feinheit der Rohstoffe bestimmt die Oberfläche der Futterzusammensetzung. Je feiner die Partikelgröße ist, desto größer ist die Oberfläche und desto schneller absorbiert das Material die Feuchtigkeit im Dampf, was für die Konditionierung und die Partikelbildung von Vorteil ist. Ist die Partikelgröße des Rohmaterials zu grob, erhöht sich der Verschleiß der Matrize, die Produktivität sinkt und der Energieverbrauch steigt. Im Allgemeinen müssen die Rohstoffe nach dem Zerkleinern das 8-Maschen-Sieb passieren können, und der Gehalt auf dem 25-Maschen-Sieb sollte 35% nicht überschreiten. Bei Materialien mit hohem Rohfasergehalt kann die Zugabe einer bestimmten Menge Fett die Reibung zwischen dem Material und der Ringmatrize während des Mahlvorgangs verringern. Futtermittelpelletierverfahren, Dies ist vorteilhaft für den Durchgang des Materials durch die Ringmatrize, und das Aussehen der Partikel nach dem Formen ist glatter.
② Der Gehalt an Verunreinigungen in den Rohstoffen
Übermäßiger Sand und Eisenverunreinigungen im Material beschleunigen den Verschleiß der Matrize. Daher ist die Reinigung von Rohstoffen sehr wichtig. Gegenwärtig schenken die meisten Geflügelfutterpellet-Herstellungsbetriebe der Entfernung von Eisenverunreinigungen in den Rohstoffen mehr Aufmerksamkeit, da Eisenmaterialien die Matrize, die Walze und sogar die Ausrüstung stark beschädigen können. Der Entfernung von Sand- und Kiesverunreinigungen wird jedoch keine große Bedeutung beigemessen. Dieser Punkt sollte die Aufmerksamkeit der Benutzer von Granulatoren wecken.
③ Hinzufügen von Dampf
Die Zugabe von Dampf zum Material kann das Material aufweichen, das ölhaltige Zellgewebe im Material aufspalten und das Öl in einen freien Zustand versetzen, was eine schmierende Wirkung während des Prozesses hat. Verfahren zur Granulierung von Geflügel- und Viehfutter, Dadurch wird die Abnutzung des Materials an der Matrize verringert und die Geflügel- und Viehfutterpelletiermaschine Leistung. Im Allgemeinen sollte der Druck der Dampfzufuhr zwischen 0,2~0,4MPa liegen. Die Höhe des Drucks hängt von der Art des komprimierten Materials ab. Bei Materialien mit einem höheren Proteingehalt sollte der Dampfdruck etwas niedriger sein. Bei Materialien mit mehr Fasern kann der Dampfdruck etwas höher angesetzt werden. Höher. Durch die Zugabe von Dampf sollte der Wassergehalt des Materials 16%-17% erreichen, und die Temperatur des Materials nach dem Abschrecken und Anlassen sollte bei 78~87~C liegen.
④Spalt zwischen Ringmatrize und Druckrolle
Wenn der Spalt zwischen der Ringmatrize und der Andruckrolle zu klein ist, wird der Verschleiß der Oberfläche der Ringmatrize und der Andruckrolle beschleunigt, insbesondere während der Leerlaufphase, wenn die Geflügel-Viehfutter-Granulatorpresse gestartet und gestoppt wird. Unter Berücksichtigung des Rundheitsfehlers der Oberfläche der Ringmatrize und der Presswalze sowie des Koaxialitätsfehlers zwischen der Arbeitsfläche und der Montagefläche beträgt der Spalt zwischen der Ringmatrize und der Presswalze im Allgemeinen 0,2~0,4 mm, um Partikel mit kleinem Durchmesser zu unterdrücken.
⑤Der Einbauwinkel der Streumaschine
Ein falscher Installationswinkel des Verteilers führt zu einer ungleichmäßigen Verteilung des Materials zwischen der Ringdüse und der Druckrolle. Daher erscheinen beim Eintritt in die Extrusion die Extrusionsspannung und die Reibungskraft zwischen der Ringmatrize und der Druckwalze ungleichmäßig entlang der axialen Richtung, und schließlich ist der Verschleiß der Ringmatrize und der Druckwalze ungleichmäßig verteilt.

(2) Ermüdungsbruch
Der Ringstempel der Pellet-Granulieranlage für Geflügel- und Nutztierfutter ist ein poröses ringförmiges Teil. Die Arbeitsbedingungen sind schlecht. Es trägt die Druckkraft der Walze und die Reibungskraft des Materials für eine lange Zeit während des Gebrauchsprozesses, wodurch es Biegespannungen und Kontaktdruckspannungen erzeugt. Diese Spannungen sind jedoch keine Faktoren, die sich auf die Lebensdauer der Ringmatrize auswirken, und die Hauptausfallart ist Ermüdungsbruch. Die Ringmatrize ist während des Granulierprozesses wechselnden Einflüssen ausgesetzt, was darauf hindeutet, dass die Wechselbeanspruchung asymmetrisch zyklisch ist und die Ringmatrize in der Regel durch Ermüdung versagt. Dies stimmt mit den Versagensergebnissen der Ringmatrize im realen Einsatz überein. Auf dieser Grundlage wird vorgeschlagen, die Breite, die Dicke und den Innendurchmesser der Ringmatrize angemessen zu erhöhen, um die Biegefestigkeit und die Produktivität der Ringmatrize zu verbessern. Gleichzeitig kann durch die Vergrößerung des Innendurchmessers und der effektiven Extrusionslänge die Kontaktdruckspannung der Ringmatrize erheblich reduziert werden.
Um die Beanspruchungsbedingungen der Ringmatrize wirksam zu verbessern, können nicht nur die Außenabmessungen der Ringmatrize geändert werden, sondern auch geeignete Werkstoffe und Wärmebehandlungsverfahren ausgewählt und die Oberflächenöffnungsrate der Ringmatrize gestaltet werden.
Die Ringmatrize wird in der Regel durch Schmieden, Schneiden, Bohren, Wärmebehandlung und andere Verfahren aus Kohlenstoffstahl (Legierung) oder Edelstahl hergestellt. Beim Bohren des Ringgesenks sollte ein Mehrlochbohrer verwendet werden, um die Qualität der einzelnen Löcher zu gewährleisten. Bei der Wärmebehandlung sollte eine Vakuumabschreckanlage verwendet werden, um Oberflächenoxidation und Entkohlung zu vermeiden, die bei herkömmlichen Anlagen häufig auftreten, und um eine höhere Härte zu erzielen.
Die Öffnungsrate der Oberfläche der Ringmatrize wirkt sich direkt auf die Leistung des Pelletierer für Geflügel- und Viehfutter und die Festigkeit der Ringmatrize. Die Öffnungsrate ist groß, die Leistung des Granulators ist hoch, und die Festigkeit der Ringmatrize ist gering; im Gegenteil, die Festigkeit der Ringmatrize wird erhöht, und die Leistung der Ringmatrize Geflügel Viehfutter Pellet Making Machine wird reduziert. Aufgrund der Unterschiede bei der Materialauswahl und der Größe der Ringmatrize ist es immer noch schwierig, einen geeigneten Wert für die Öffnungsrate der Ringmatrize zu finden, um die Leistung und die Lebensdauer besser zu koordinieren. Für eine Ringmatrize mit einem Matrizendurchmesser von 2-12 mm sollte die Öffnungsrate der Matrize im Allgemeinen zwischen 20% und 30% gewählt werden. Je kleiner das Matrizenloch, desto kleiner das Lochverhältnis, und umgekehrt, desto größer das Lochverhältnis. Je nach ausgewähltem Ringmatrizenmaterial, Ringmatrizenstruktur und -größe kann der Hersteller der Tierfutterpelletiermühle die sukzessive Annäherungstestmethode anwenden, um die Größe der Ringmatrizenöffnungsrate zu bestimmen, um sicherzustellen, dass die Ringmatrize eine ausreichende Festigkeit aufweist, um zu verhindern, dass sie während der Belastung reißt und ihre Lebensdauer verkürzt. .
Bei der Gestaltung von Form und Struktur der Ringmatrize sollte die Anzahl der in radialer Richtung verteilten Rillen auf der Außenfläche der Ringmatrize minimiert und ihre Tiefe verringert werden. Denn die in radialer Richtung verteilten Rillen sind am anfälligsten für Spannungskonzentrationen. Unter der Einwirkung von Langzeit-Wechselbeanspruchung können in diesem Bereich leicht Mikrorisse entstehen, die sich allmählich ausdehnen und schließlich zum Bruch des Ringstempels führen.
Die obige Analyse zeigt, dass es zwei Hauptgründe für das Versagen der Ringmatrize in der Produktionsverfahren für Geflügel- und Nutztierfutterlinien, Der eine ist der abrasive Verschleiß, der andere sind Ermüdungsschäden. Es ist nicht praktikabel, das Versagen der Ringmatrize grundsätzlich zu vermeiden, sondern nur die Tierfutteranlage Herstellungs-, Produktions- und Einsatzbedingungen der Ringmatrize, wodurch die Lebensdauer der Ringmatrize verlängert und Kosten gespart werden.