The widely used horizontal ring die animal feed pellet mill machine is the key animal feed processing equipment of the poultry livestock feed mill animal feed production process, and the ring die is the heart part of the ring die good performance animal feed pelletizer, and it is also one of the most easily worn parts of the ring die poultry livestock animal feed pelleting mill machine. Study the causes of ring die failure, improve the use conditions of ring die, improve product quality and output, reduce energy consumption (granulation energy consumption accounts for 30% to 35% of the total energy consumption of the entire workshop), and reduce production costs (ring die loss one The project cost accounts for 25%-30% of the decoration cost of the entire production workshop).
Theoretically, a ring die and a pair of press rollers can produce pellets of 2000 tons and 500 tons respectively (the high-grade ring die and press roller are not considered here). But in fact, the animal feed production factories with better management only have more than 1,000 tons and more than 250 tons; and the animal feed mill line factories with poor management, even with only 500 to 600 tons and 80 to 10 tons, have to replace new ring dies and press rolls. It can be seen from this that extending the service life of the ring die will bring considerable benefits to the poultry livestock feed production enterprise.
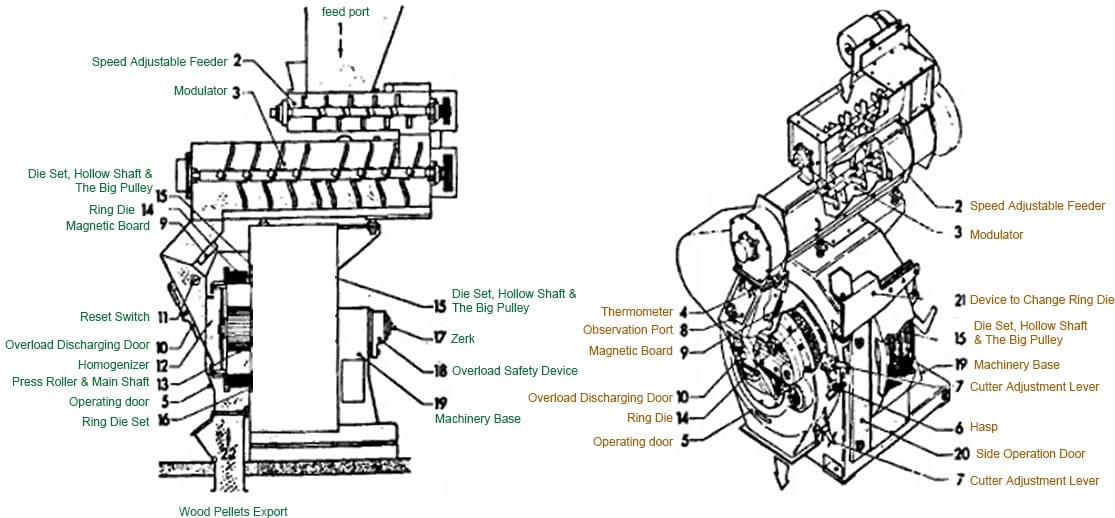
1. Working principle
The ring die is driven by a motor through a reducer to rotate. The pressure roller installed in the ring die does not revolve, but rotates by friction with the rotating ring die (by compacting the material). The quenched and tempered material that enters the pressing chamber is evenly divided between the pressure rollers by the spreader, is clamped and squeezed by the pressure roller, and is continuously extruded through the ring die hole to form columnar particles and follow the ring die It rotates in a circle and is cut into pellets of a certain length by a cutter fixedly installed outside the ring die. The linear velocity of the ring die and the pressure roller at any contact point is the same, and all of its pressure is used for granulation.
During the normal working process, the ring die always has friction with the material. With the increase in the amount of production materials, the ring die gradually wears out and eventually leads to failure. Therefore, one of the indicators to measure the working performance of the ring die is the production volume. However, in the actual animal feed making line production process, most of the ring die fails before reaching the theoretical production capacity. Because ring molds are expensive, this causes certain losses for users. This article intends to analyze the reasons for the failure of the ring die, so as to make recommendations on the manufacturing and use conditions of the ring die.
2. Analysis of failure reasons
From the actual failure of the ring die, it can be divided into three categories. The first type: After the ring die has been working for a period of time, the inner wall of the small holes of the discharge is worn, the diameter of the hole increases, and the diameter of the produced pellets exceeds the specified value and fails; the second type: After the inner wall of the ring die is worn, the inner surface is severe , So that the flow of feed is blocked, the output is reduced and the use is stopped; the third type: After the inner wall of the ring die is worn, the inner diameter is increased, and the wall thickness is reduced. At the same time, the inner wall of the discharge hole also wears, so that each discharge is small. The wall thickness between the holes is constantly thinning, so the structural strength decreases. Before the diameter of the discharge hole increases to the allowable specified value (that is, before the first type of failure phenomenon occurs), cracks and cracks appear on the most dangerous section. Continue to expand until the cracks extend to a larger area and cause ring die failure. The substantive reasons for the above three failure phenomena can be summed up, the first is abrasive wear, and the second is fatigue damage.

(1) Abrasive wear
There are many reasons for wear, including normal wear and abnormal wear. The main reasons for normal wear are the formula of the material, the size of crushing, and the quality of the powder. Under normal wear and tear, the ring die will be uniformly worn in the axial direction, resulting in larger ring die holes and thinner wall thickness. The main reasons for abnormal wear: the pressure roller is adjusted too tightly, and the gap between the ring die is small, and each other wears; the angle of the spreader is not good, which causes uneven distribution of materials and some wear first; metal falls into the die and wears. In this case, the ring molds are often worn irregularly, mostly in the shape of a waist drum.
①Raw material granularity
The fineness of the raw materials should be moderate and uniform, because the fineness of the raw materials determines the surface area of the feed composition. The finer the particle size, the larger the surface area, and the faster the material absorbs moisture in the steam, which is beneficial for conditioning and particle formation. If the raw material particle size is too coarse, it will increase the wear of the die, and cause the productivity to drop and the energy consumption to increase. It is generally required that the raw materials can pass through the 8 mesh screen after being crushed, and the content on the 25 mesh screen should not exceed 35%. For materials with high crude fiber content, adding a certain amount of grease can reduce the friction between the material and the ring die during the feed pelleting process, which is beneficial for the material to pass through the ring die, and the appearance of the particles after forming is smoother.
②The impurity content of raw materials
Excessive sand and iron impurities in the material will accelerate the wear of the die. Therefore, the cleaning of raw materials is very important. At present, most poultry livestock feed pellet manufacturing plants pay more attention to the removal of iron impurities in raw materials, because iron materials can cause strong damage to the die, roller and even equipment. However, the removal of sand and gravel impurities is not emphasized. This point should arouse the attention of granulator users.
③ Adding steam
Adding steam to the material can soften the material, split the oil-containing cell tissue in the material, and make the oil in a free state, which plays a lubricating effect during the poultry livestock feed granulation process, thereby reducing the wear of the material on the die and improving the poultry and livestock animal feed pelleting machine output. Generally, the pressure of adding steam should be between 0.2~0.4MPa. The pressure level varies with the types of compressed materials. For materials with higher protein content, the steam pressure should be slightly lower. For materials with more fiber, the steam pressure can be used slightly. Taller. Adding steam should make the water content of the material reach 16%-17%, and the temperature of the material after quenching and tempering should be at 78~87~C.
④Gap between ring die and pressure roller
If the gap between the ring die and the pressure roller is too small, it will accelerate the wear of the surface of the ring die and the pressure roller, especially during the idling period when the poultry livestock feed granulator press is started and stopped. Taking into account the roundness error of the surface of the ring die and the pressing roller and the coaxiality error between the working surface and the mounting surface, the gap between the ring die and the pressing roller is generally 0.2~0.4mm to suppress small diameter particles Use a small value when feeding or using a new ring die.
⑤The installation angle of the spreader
The incorrect installation angle of the spreader will cause uneven distribution of the material between the ring die and the pressure roller. Therefore, when entering the extrusion, the extrusion stress and friction force between the ring die and the pressure roller appear non-uniform along the axial direction, and eventually the wear of the ring die and the pressure roller is unevenly distributed.

(2) Fatigue failure
The ring die of the poultry livestock feed pellet granulator equipment is a porous ring-shaped part. The working conditions are bad. It bears the squeezing force of the roller and the friction force of the material for a long time during the use process, causing it to produce bending stress and contact pressure stress. However, these stresses are not factors that affect the life of the ring die, and the main failure mode is from fatigue failure. The ring die is subjected to alternating effects during the pelletizing process, which indicates that its alternating stress is asymmetrically cyclic, and the ring die usually undergoes fatigue failure. This is consistent with the failure results of the ring die in actual use. On this basis, it is proposed to appropriately increase the width, thickness and inner diameter of the ring die to improve the bending resistance and productivity of the ring die. At the same time, increasing the inner diameter and effective extrusion length can significantly reduce the contact pressure stress of the ring die.
In order to effectively improve the stress conditions of the ring die, in addition to changing the outer dimensions of the ring die, it is also possible to select appropriate materials and heat treatment technology, and design the surface opening rate of the ring die.
The ring die is usually made of carbon (alloy) steel or stainless steel through forging, cutting, drilling, heat treatment and other processes. When the ring die is drilled, a multi-hole gun drill should be used to ensure the quality of each hole. During heat treatment, vacuum quenching equipment should be used to avoid surface oxidation and decarburization that often occurs in ordinary equipment, so as to obtain higher hardness.
The opening rate of the surface of the ring die directly affects the output of the pelletizer for poultry and livestock feed and the strength of the ring die. The opening rate is large, the output of the granulator is high, and the strength of the ring die is low; on the contrary, the strength of the ring die is increased, and the output of the ring die poultry livestock feed pellet making machine is reduced. Due to the difference in material selection and ring die size, it is still difficult to obtain an appropriate value of ring die hole opening rate to better coordinate its output and service life. For a ring die with a die hole diameter of 2-12mm, the die hole opening rate should generally be selected between 20% and 30%. The smaller the die hole, the smaller the hole ratio, and vice versa, the larger the hole ratio. According to the selected ring die material, ring die structure and size, the animal feed pellet mill manufacturer can adopt the successive approach test method to determine the size of the ring die opening rate to ensure that the ring die has sufficient strength to prevent it from cracking during load and shortening its service life .
When designing the shape and structure of the ring die, the number of grooves distributed along the radial direction on the outer surface of the ring die should be minimized and its depth should be reduced. Because the grooves distributed along the radial direction are the most prone to stress concentration. Under the action of long-term alternating stress, it is easy to produce micro-cracks in this part first, and then gradually expand, and finally cause ring die fracture.
The above analysis shows that there are two main reasons for the failure of ring die in the poultry livestock animal feed line production process, one is abrasive wear and the other is fatigue damage. It is impractical to fundamentally avoid the failure of the ring die, and only improve the animal feed plant manufacturing, production and use conditions of the ring die, thereby prolonging the service life of the ring die and saving costs.