Сайт широко используется горизонтальный кольцо умирают животных корма гранулы мельница машина ключ оборудование для переработки кормов из мельница для производства кормов для домашнего скота процесс производства кормов для животных, Кольцевая матрица - это сердечная часть кольцевая матрица хорошая производительность животный корм гранулятор, Кроме того, это одна из самых легко изнашиваемых частей кольцо умереть птица животноводство животное корм гранулирование мельница машина. Изучить причины выхода из строя кольцевой фильеры, улучшить условия эксплуатации кольцевой фильеры, повысить качество продукции и выход продукции, снизить энергопотребление (энергопотребление грануляции составляет от 30% до 35% от общего энергопотребления всего цеха), снизить производственные затраты (потери кольцевой фильеры по одному проекту составляют 25%-30% от стоимости отделки всего производственного цеха).
Теоретически, кольцевая фильера и пара прессующих роликов могут производить гранулы весом 2000 тонн и 500 тонн соответственно (высококлассные кольцевая фильера и прессующий ролик здесь не рассматриваются). Но на самом деле заводы по производству кормов для животных при лучшем управлении имеют только более 1000 тонн и более 250 тонн; и заводы линии по производству кормов для животных с плохим управлением, даже при использовании всего 500-600 тонн и 80-10 тонн, приходится заменять новые кольцевые матрицы и прессовые валки. Отсюда видно, что увеличение срока службы кольцевой матрицы принесет значительные выгоды для предприятие по производству кормов для птицеводства и животноводства.
1. Принцип работы
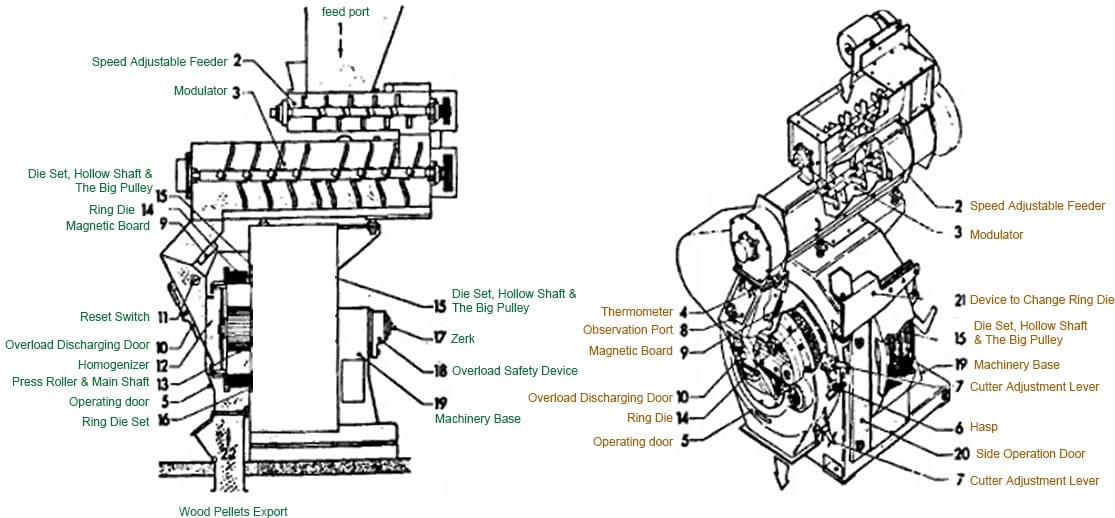
Кольцевая матрица приводится во вращение двигателем через редуктор. Прижимной ролик, установленный в кольцевой матрице, не вращается, а вращается за счет трения с вращающейся кольцевой матрицей (уплотняя материал). Закаленный и отпущенный материал, поступающий в камеру прессования, равномерно распределяется между прижимными роликами с помощью распределителя, зажимается и сжимается прижимным роликом и непрерывно выдавливается через отверстие кольцевой матрицы, образуя столбчатые частицы и проходя через кольцевую матрицу. Он вращается по кругу и разрезается на гранулы определенной длины резаком, установленным снаружи кольцевой матрицы. Линейная скорость кольцевой фильеры и прижимного ролика в любой точке контакта одинакова, и все их давление используется для грануляции.
Во время нормального рабочего процесса кольцевая матрица всегда испытывает трение с материалом. С увеличением объема производства материалов кольцевая матрица постепенно изнашивается и в конечном итоге выходит из строя. Поэтому одним из показателей, позволяющих оценить эффективность работы кольцевого штампа, является объем производства. Однако на деле линия по производству кормов для животных производственный процесс, Большинство кольцевых пресс-форм выходит из строя, не достигнув теоретической производственной мощности. Поскольку кольцевые пресс-формы стоят дорого, это приводит к определенным убыткам для пользователей. В данной статье предполагается проанализировать причины выхода из строя кольцевых пресс-форм, чтобы дать рекомендации по условиям изготовления и использования кольцевых пресс-форм.
2. Анализ причин отказов
Исходя из фактического выхода из строя кольцевого штампа, его можно разделить на три категории. Первый тип: После того, как кольцевая матрица проработала некоторое время, внутренняя стенка маленьких отверстий разгрузки изнашивается, диаметр отверстия увеличивается, а диаметр производимых гранул превышает заданное значение и выходит из строя; второй тип: После износа внутренней стенки кольцевой матрицы, внутренняя поверхность сильно изнашивается, так что поток сырья блокируется, производительность снижается и использование прекращается; третий тип: После износа внутренней стенки кольцевого штампа внутренний диаметр увеличивается, а толщина стенки уменьшается. В то же время внутренняя стенка разгрузочного отверстия также изнашивается, так что каждый разряд становится маленьким. Толщина стенки между отверстиями постоянно истончается, поэтому прочность конструкции снижается. Прежде чем диаметр разгрузочного отверстия увеличится до допустимого заданного значения (то есть до возникновения первого типа явления разрушения), на наиболее опасном участке появляются трещины и расколы. Они продолжают расширяться до тех пор, пока трещины не охватят большую площадь и не приведут к разрушению кольцевого штампа. Основные причины трех вышеуказанных явлений разрушения можно суммировать: первая - абразивный износ, вторая - усталостное разрушение.

(1) Абразивный износ
Существует множество причин износа, включая нормальный и ненормальный износ. Основными причинами нормального износа являются формула материала, размер дробления и качество порошка. При нормальном износе кольцевая матрица равномерно изнашивается в осевом направлении, что приводит к увеличению отверстий в кольцевой матрице и уменьшению толщины стенок. Основные причины ненормального износа: прижимной ролик отрегулирован слишком туго, и зазор между кольцевыми матрицами мал, и они изнашиваются друг от друга; угол распределителя не очень хороший, что вызывает неравномерное распределение материалов и некоторый износ сначала; металл попадает в матрицу и изнашивается. В этом случае кольцевые пресс-формы часто изнашиваются неравномерно, в основном в форме талевого барабана.
① Зернистость сырого материала
Тонкость сырья должна быть умеренной и равномерной, поскольку тонкость сырья определяет площадь поверхности исходного состава. Чем мельче размер частиц, тем больше площадь поверхности, и тем быстрее материал поглощает влагу в паре, что благоприятно для кондиционирования и формирования частиц. Если размер частиц сырья слишком крупный, это приведет к увеличению износа фильеры, снижению производительности и увеличению расхода энергии. Обычно требуется, чтобы сырье после дробления могло проходить через сито 8 меш, а содержание на сите 25 меш не должно превышать 35%. Для материалов с высоким содержанием сырого волокна добавление определенного количества смазки может уменьшить трение между материалом и кольцевой матрицей во время процесс гранулирования кормов, что благоприятно сказывается на прохождении материала через кольцевую матрицу, а внешний вид частиц после формовки становится более гладким.
② Содержание примесей в сырье
Избыток песка и примесей железа в материале ускоряет износ штампа. Поэтому очистка сырья очень важна. В настоящее время большинство заводов по производству гранул для птичьего скота уделяют больше внимания удалению примесей железа в сырье, поскольку железные материалы могут вызвать сильное повреждение фильеры, ролика и даже оборудования. Однако удалению примесей песка и гравия не уделяется особого внимания. Этот момент должен привлечь внимание пользователей грануляторов.
③ Добавление пара
Добавление пара к материалу может размягчить материал, расщепить маслосодержащие клетки в материале и сделать масло в свободном состоянии, что играет смазывающую роль во время процесс гранулирования кормов для домашнего скота, что уменьшает износ материала на матрице и улучшает гранулирование корма для домашней птицы и скота выход. Как правило, давление добавляемого пара должно составлять 0,2~0,4 МПа. Уровень давления зависит от типа спрессованных материалов. Для материалов с высоким содержанием белка давление пара должно быть немного ниже. Для материалов с большим содержанием волокон давление пара может быть немного больше. Выше. При добавлении пара содержание воды в материале должно достигать 16%-17%, а температура материала после закалки и отпуска должна быть на уровне 78~87~C.
④ Зазор между кольцевой матрицей и прижимным роликом
Если зазор между кольцевой матрицей и прижимным роликом слишком мал, это ускорит износ поверхности кольцевой матрицы и прижимного ролика, особенно в период холостого хода, когда пресс гранулятор кормов для домашнего скота запускается и останавливается. Учитывая погрешность округлости поверхности кольцевой матрицы и прижимного ролика и погрешность соосности между рабочей поверхностью и монтажной поверхностью, зазор между кольцевой матрицей и прижимным роликом обычно составляет 0,2~0,4 мм для подавления частиц малого диаметра Используйте небольшое значение при подаче или использовании новой кольцевой матрицы.
⑤ Угол установки распределителя
Неправильный угол установки распределителя приводит к неравномерному распределению материала между кольцевой фильерой и прижимным роликом. Поэтому при входе в экструзию экструзионное напряжение и сила трения между кольцевой фильерой и прижимным роликом оказываются неравномерными в осевом направлении, и в итоге износ кольцевой фильеры и прижимного ролика распределяется неравномерно.

(2) Усталостное разрушение
Кольцевой штамп из оборудование для гранулирования кормов для домашнего скота представляет собой пористую кольцеобразную деталь. Условия работы плохие. В процессе эксплуатации она долгое время испытывает силу сжатия ролика и силу трения материала, что приводит к возникновению напряжения изгиба и напряжения контактного давления. Однако эти напряжения не являются факторами, влияющими на срок службы кольцевой матрицы, и основной причиной отказа является усталостное разрушение. Кольцевая матрица подвергается знакопеременному воздействию в процессе гранулирования, что указывает на то, что ее знакопеременное напряжение является асимметричным циклическим, и кольцевая матрица обычно подвергается усталостному разрушению. Это согласуется с результатами отказов кольцевой матрицы в реальных условиях эксплуатации. Исходя из этого, предлагается соответствующим образом увеличить ширину, толщину и внутренний диаметр кольцевого штампа для повышения сопротивления изгибу и производительности кольцевого штампа. В то же время увеличение внутреннего диаметра и эффективной длины экструзии может значительно снизить напряжение контактного давления кольцевой фильеры.
Для того чтобы эффективно улучшить условия напряжения кольцевой матрицы, помимо изменения внешних размеров кольцевой матрицы, можно также выбрать соответствующие материалы и технологию термообработки, а также спроектировать скорость раскрытия поверхности кольцевой матрицы.
Кольцевой штамп обычно изготавливается из углеродистой (легированной) или нержавеющей стали путем ковки, резки, сверления, термообработки и других процессов. При сверлении кольцевой матрицы следует использовать многозаходное сверло, чтобы обеспечить качество каждого отверстия. При термообработке следует использовать вакуумное закалочное оборудование, чтобы избежать окисления поверхности и обезуглероживания, которые часто происходят при использовании обычного оборудования, и получить более высокую твердость.
Скорость раскрытия поверхности кольцевой матрицы напрямую влияет на производительность Гранулятор для кормов для птицы и скота и прочность кольцевой фильеры. При большой скорости открытия отверстия производительность гранулятора высока, а прочность кольцевой матрицы низка; наоборот, прочность кольцевой матрицы увеличивается, а производительность машины для производства кормовых гранул для домашней птицы снижается. Из-за разницы в выборе материала и размера кольцевой матрицы все еще трудно получить соответствующее значение скорости открытия отверстия кольцевой матрицы, чтобы лучше согласовать ее производительность и срок службы. Для кольцевого штампа с диаметром отверстия 2-12 мм скорость открытия отверстия обычно выбирается между 20% и 30%. Чем меньше отверстие штампа, тем меньше коэффициент отверстия, и наоборот, чем больше коэффициент отверстия, тем больше коэффициент отверстия. В соответствии с выбранным материалом кольцевой матрицы, структурой и размером кольцевой матрицы производитель мельницы для производства гранул для корма животного происхождения может использовать метод испытания с последовательным подходом для определения размера отверстия кольцевой матрицы, чтобы обеспечить достаточную прочность кольцевой матрицы, чтобы предотвратить ее растрескивание во время нагрузки и сократить срок службы. .
При проектировании формы и структуры кольцевой матрицы следует минимизировать количество канавок, распределенных вдоль радиального направления на внешней поверхности кольцевой матрицы, и уменьшить их глубину. Поскольку канавки, распределенные в радиальном направлении, наиболее подвержены концентрации напряжений. Под действием длительного переменного напряжения в этой части легко образуются микротрещины, которые постепенно расширяются и в конечном итоге приводят к разрушению кольцевой матрицы.
Приведенный выше анализ показывает, что существуют две основные причины отказа кольцевой матрицы в линия производства кормов для домашней птицы и скота, Один из них - абразивный износ, другой - усталостное разрушение. Нецелесообразно в корне избегать разрушения кольцевой матрицы, а только улучшать завод по производству кормов для животных условия изготовления, производства и использования кольцевой матрицы, что позволяет продлить срок службы кольцевой матрицы и снизить затраты.