द व्यापक रूप से उपयोग की जाने वाली क्षैतिज रिंग डाई पशु चारा पेलेट मशीन कुंजी है पशु चारा प्रसंस्करण उपकरण के पोल्ट्री पशुधन चारा मिल पशु चारा उत्पादन प्रक्रिया, और रिंग डाई ... का हृदय भाग है। रिंग डाई अच्छा प्रदर्शन पशु चारा पेलेटिज़र, और यह भी इसके सबसे आसानी से पहनने वाले हिस्सों में से एक है। रिंग डाई पोल्ट्री पशुधन पशु चारा पेलेटिंग मिल मशीन. रिंग डाई विफलता के कारणों का अध्ययन करें, रिंग डाई के उपयोग की स्थितियों में सुधार करें, उत्पाद की गुणवत्ता और उत्पादन बढ़ाएँ, ऊर्जा खपत कम करें (ग्रैनुलेशन ऊर्जा खपत पूरे कार्यशाला की कुल ऊर्जा खपत का 30% से 35% है), और उत्पादन लागत कम करें (रिंग डाई हानि परियोजना की लागत पूरे उत्पादन कार्यशाला की सजावट लागत का 25% से 30% है)।.
सैद्धांतिक रूप से, एक रिंग डाई और एक प्रेस रोलर की जोड़ी क्रमशः 2000 टन और 500 टन के पेलेट्स का उत्पादन कर सकती हैं (उच्च-श्रेणी की रिंग डाई और प्रेस रोलर को यहाँ शामिल नहीं किया गया है)। लेकिन वास्तव में, पशु चारा उत्पादन कारखाने बेहतर प्रबंधन के साथ केवल 1,000 टन से अधिक और 250 टन से अधिक; और पशु चारा मिल लाइन कारखाने खराब प्रबंधन के साथ, केवल 500 से 600 टन और 80 से 10 टन के साथ ही, नए रिंग डाइज़ और प्रेस रोल बदलने पड़ते हैं। इससे यह देखा जा सकता है कि रिंग डाइ की सेवा अवधि बढ़ाने से काफी लाभ होगा। पोल्ट्री पशुधन चारा उत्पादन उद्यम.
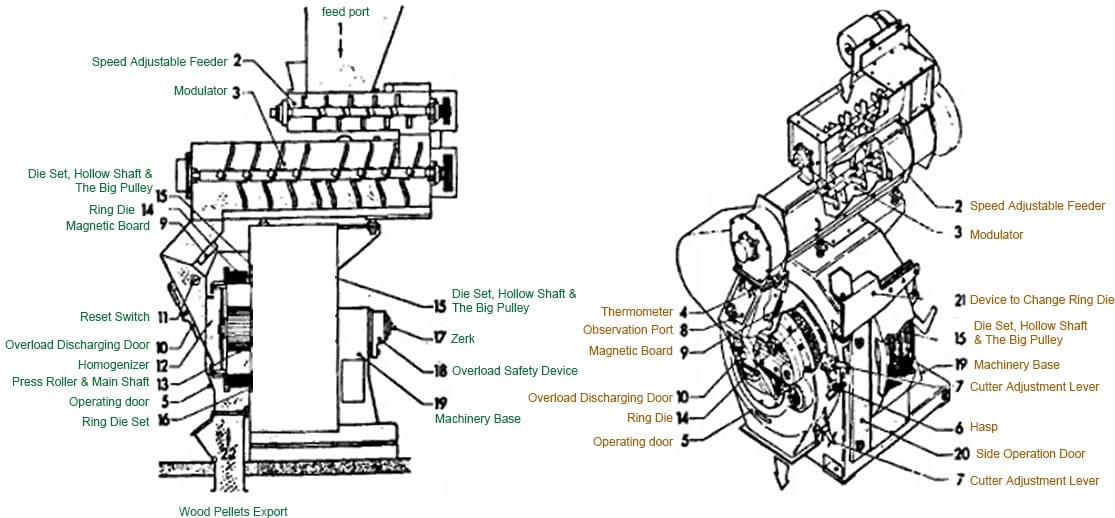
1. कार्य सिद्धांत
रिंग डाई को रिड्यूसर के माध्यम से एक मोटर द्वारा घुमाया जाता है। रिंग डाई में स्थापित प्रेशर रोलर स्वयं घूमता नहीं है, बल्कि घूमती हुई रिंग डाई के साथ घर्षण के कारण (सामग्री को संपीड़ित करके) घूमता है। प्रेसिंग चैंबर में प्रवेश करने वाली क्वेंच्ड और टेम्पर की गई सामग्री को स्प्रेडर द्वारा दबाव रोलर्स के बीच समान रूप से विभाजित किया जाता है, दबाव रोलर द्वारा क्लैंप और निचोड़ा जाता है, और रिंग डाई के छेद से निरंतर बाहर निकलकर स्तंभीय कण बनाती है और रिंग डाई के घूमने के साथ-साथ चलती है तथा रिंग डाई के बाहर स्थिर रूप से स्थापित कटर द्वारा एक निश्चित लंबाई के पेलेट्स में काटी जाती है। किसी भी संपर्क बिंदु पर रिंग डाई और प्रेशर रोलर की रैखिक गति समान होती है, और इसका सारा दबाव दानेकरण के लिए उपयोग किया जाता है।.
सामान्य कार्य प्रक्रिया के दौरान, रिंग डाई हमेशा सामग्री के साथ घर्षण करती है। उत्पादन सामग्री की मात्रा में वृद्धि के साथ, रिंग डाई धीरे-धीरे घिस जाती है और अंततः विफल हो जाती है। इसलिए, रिंग डाई के कार्य प्रदर्शन को मापने के संकेतकों में से एक उत्पादन मात्रा है। हालांकि, वास्तविक पशु चारा निर्माण लाइन उत्पादन प्रक्रिया, अधिकांश रिंग डाई सैद्धांतिक उत्पादन क्षमता तक पहुँचने से पहले ही विफल हो जाती हैं। चूंकि रिंग मोल्ड महंगे होते हैं, इससे उपयोगकर्ताओं को कुछ हानि होती है। इस लेख का उद्देश्य रिंग डाई की विफलता के कारणों का विश्लेषण करना है, ताकि रिंग डाई के निर्माण और उपयोग की शर्तों पर सिफारिशें की जा सकें।.
2. विफलता के कारणों का विश्लेषण
रिंग डाई की वास्तविक विफलता को तीन श्रेणियों में विभाजित किया जा सकता है। पहला प्रकार: रिंग डाई एक निश्चित समय तक काम करने के बाद, निर्वहन के छोटे छिद्रों की आंतरिक दीवार घिस जाती है, छिद्र का व्यास बढ़ जाता है, और उत्पादित पेलेट्स का व्यास निर्दिष्ट मान से अधिक हो जाता है और विफल हो जाता है; दूसरा प्रकार: रिंग डाई की आंतरिक दीवार घिस जाने के बाद, आंतरिक सतह इतनी खराब हो जाती है कि फीड का प्रवाह अवरुद्ध हो जाता है, उत्पादन कम हो जाता है और उपयोग बंद हो जाता है; तीसरा प्रकार: रिंग डाई की आंतरिक दीवार घिस जाने के बाद, आंतरिक व्यास बढ़ जाता है और दीवार की मोटाई कम हो जाती है। साथ ही, निकास छेद की आंतरिक दीवार भी घिस जाती है, जिससे प्रत्येक निकास छोटा हो जाता है। छिद्रों के बीच दीवार की मोटाई लगातार पतली होती जाती है, जिससे संरचनात्मक ताकत कम हो जाती है। इससे पहले कि निकास छिद्र का व्यास स्वीकार्य निर्दिष्ट मान तक बढ़े (यानी, पहले प्रकार की विफलता घटना होने से पहले), सबसे खतरनाक खंड पर दरारें और दरारें दिखाई देती हैं। दरारें एक बड़े क्षेत्र तक फैलने तक विस्तार जारी रहता है और रिंग डाई की विफलता का कारण बनता है। उपरोक्त तीन विफलता घटनाओं के मुख्य कारणों को संक्षेप में प्रस्तुत किया जा सकता है: पहला घर्षण क्षरण है, और दूसरा थकान क्षति है।.

(1) घर्षण क्षरण
घिसाव के कई कारण हैं, जिनमें सामान्य घिसाव और असामान्य घिसाव शामिल हैं। सामान्य घिसाव के मुख्य कारण सामग्री का सूत्र, पिसने का आकार और पाउडर की गुणवत्ता हैं। सामान्य घिसाव और टूट-फूट के तहत, रिंग डाई अक्षीय दिशा में समान रूप से घिसेगी, जिसके परिणामस्वरूप रिंग डाई के छेद बड़े हो जाएंगे और दीवार की मोटाई पतली हो जाएगी। असामान्य घिसाव के मुख्य कारण: प्रेशर रोलर बहुत कसकर समायोजित किया जाना, जिससे रिंग डाई के बीच की दूरी कम हो जाती है और वे एक-दूसरे को घिसते हैं; स्प्रेडर का कोण सही नहीं होना, जिससे सामग्री का वितरण असमान हो जाता है और कुछ हिस्से पहले घिस जाते हैं; धातु डाई में गिरकर घिसाव करती है। इस स्थिति में, रिंग डाई अक्सर अनियमित रूप से घिसती हैं, ज्यादातर कमर-ड्रम के आकार में।.
①कच्चे माल का दानेदारपन
कच्चे माल की महीनता मध्यम और समान होनी चाहिए, क्योंकि कच्चे माल की महीनता फ़ीड मिश्रण के सतह क्षेत्र को निर्धारित करती है। कण का आकार जितना छोटा होगा, सतह क्षेत्र उतना ही बड़ा होगा, और सामग्री भाप में नमी को उतनी ही तेज़ी से अवशोषित करेगी, जो कंडीशनिंग और कण निर्माण के लिए फायदेमंद है। यदि कच्चे माल का कण आकार बहुत मोटा है, तो यह डाई के घिसाव को बढ़ाएगा, और उत्पादकता में गिरावट और ऊर्जा खपत में वृद्धि का कारण बनेगा। आम तौर पर यह आवश्यक है कि कच्चे माल को कुचलने के बाद वह 8 मेष स्क्रीन से गुजर सके, और 25 मेष स्क्रीन पर इसका प्रतिशत 35% से अधिक नहीं होना चाहिए। उच्च कच्चे रेशे की मात्रा वाले पदार्थों के लिए, एक निश्चित मात्रा में ग्रीस मिलाने से प्रक्रिया के दौरान पदार्थ और रिंग डाई के बीच घर्षण को कम किया जा सकता है। चारा पेलेट बनाने की प्रक्रिया, जो सामग्री को रिंग डाई से गुजरने में फायदेमंद होता है, और बनने के बाद कणों की सतह अधिक चिकनी होती है।.
②कच्चे माल की अशुद्धि सामग्री
सामग्री में अत्यधिक रेत और लोहे की अशुद्धियाँ डाई के घिसाव को तेज कर देंगी। इसलिए कच्चे माल की सफाई बहुत महत्वपूर्ण है। वर्तमान में अधिकांश पोल्ट्री पशु चारा पेलेट निर्माण संयंत्र कच्चे माल से लोहे की अशुद्धियों को हटाने पर अधिक ध्यान देते हैं, क्योंकि लोहे की सामग्री डाई, रोलर और यहां तक कि उपकरणों को भी गंभीर क्षति पहुंचा सकती है। हालांकि रेत और बजरी जैसी अशुद्धियों को हटाने पर उतना जोर नहीं दिया जाता। यह बात ग्रैन्युलेटर उपयोगकर्ताओं का ध्यान आकर्षित करनी चाहिए।.
③ भाप जोड़ना
सामग्री में भाप मिलाने से सामग्री नरम हो सकती है, सामग्री में तेल युक्त कोशिकीय ऊतक फट सकते हैं, और तेल मुक्त अवस्था में आ जाता है, जो के दौरान स्नेहन का प्रभाव डालता है। पोल्ट्री पशुचारा दानेदारकरण प्रक्रिया, इस प्रकार डाई पर सामग्री के घिसाव को कम करते हुए और सुधार करते हुए पोल्ट्री और पशु चारा पेलेटिंग मशीन आउटपुट। सामान्यतः, भाप जोड़ने का दबाव 0.2~0.4MPa के बीच होना चाहिए। संपीडित पदार्थों के प्रकार के अनुसार दबाव स्तर भिन्न होता है। उच्च प्रोटीन सामग्री वाले पदार्थों के लिए भाप का दबाव थोड़ा कम होना चाहिए। ज्यादा फाइबर वाले पदार्थों के लिए भाप का दबाव थोड़ा अधिक हो सकता है। भाप देने से पदार्थ में पानी की मात्रा 16%-17% तक पहुंचनी चाहिए, और क्वेंचिंग और टेम्परिंग के बाद पदार्थ का तापमान 78~87~C होना चाहिए।.
④रिंग डाई और प्रेशर रोलर के बीच का अंतर
यदि रिंग डाई और प्रेशर रोलर के बीच की दूरी बहुत कम हो, तो यह रिंग डाई और प्रेशर रोलर की सतह के घिसाव को तेज कर देगा, विशेष रूप से आइडलिंग अवधि के दौरान जब पोल्ट्री पशु चारा ग्रैन्युलेटर प्रेस इसे शुरू और बंद किया जाता है। रिंग डाई की सतह और प्रेसिंग रोलर की गोलता त्रुटि तथा कार्य सतह और माउंटिंग सतह के बीच सहअक्षीयता त्रुटि को ध्यान में रखते हुए, रिंग डाई और प्रेसिंग रोलर के बीच का गैप सामान्यतः 0.2–0.4 मिमी होता है ताकि छोटे व्यास वाले कण दब जाएँ। फीडिंग करते समय या नई रिंग डाई का उपयोग करते समय छोटा मान लें।.
⑤स्प्रेडर का स्थापना कोण
स्प्रेडर के गलत स्थापना कोण के कारण रिंग डाई और प्रेशर रोलर के बीच सामग्री का वितरण असमान हो जाएगा। इसलिए, एक्सट्रूज़न में प्रवेश करते समय रिंग डाई और प्रेशर रोलर के बीच एक्सट्रूज़न तनाव और घर्षण बल अक्षीय दिशा में असमान होते हैं, और अंततः रिंग डाई और प्रेशर रोलर का घिसाव भी असमान रूप से वितरित होता है।.

(2) थकान विफलता
की रिंग डाई पोल्ट्री पशु चारा पेलेट ग्रैन्युलेटर उपकरण यह एक छिद्रयुक्त, अंगूठी-आकार का भाग है। इसके कार्य करने की परिस्थितियाँ खराब हैं। उपयोग प्रक्रिया के दौरान यह लंबे समय तक रोलर के निचोड़ने वाले बल और सामग्री के घर्षण बल को सहन करता है, जिससे इसमें विक्षेपण तनाव और संपर्क दबाव तनाव उत्पन्न होता है। हालांकि, ये तनाव रिंग डाई के जीवनकाल को प्रभावित करने वाले कारक नहीं हैं, और इसका मुख्य विफलता का तरीका थकान विफलता है। पेललेट बनाने की प्रक्रिया के दौरान रिंग डाई वैकल्पिक प्रभावों के अधीन होती है, जो दर्शाता है कि इसका वैकल्पिक तनाव विषम चक्रीय है, और रिंग डाई आमतौर पर थकान विफलता से गुजरती है। यह वास्तविक उपयोग में रिंग डाई के विफलता परिणामों के अनुरूप है। इस आधार पर, रिंग डाई की मोड़ प्रतिरोधकता और उत्पादकता में सुधार करने के लिए रिंग डाई की चौड़ाई, मोटाई और आंतरिक व्यास को उचित रूप से बढ़ाने का प्रस्ताव किया गया है। साथ ही, आंतरिक व्यास और प्रभावी एक्सट्रूज़न लंबाई को बढ़ाने से रिंग डाई के संपर्क दबाव तनाव को काफी कम किया जा सकता है।.
रिंग डाई की तनाव स्थितियों में प्रभावी ढंग से सुधार करने के लिए, रिंग डाई के बाहरी आयामों को बदलने के अलावा, उपयुक्त सामग्री और ताप उपचार तकनीक का चयन करना तथा रिंग डाई की सतह उद्घाटन दर को डिजाइन करना भी संभव है।.
रिंग डाई आमतौर पर कार्बन (मिश्रधातु) स्टील या स्टेनलेस स्टील से फोर्जिंग, कटिंग, ड्रिलिंग, हीट ट्रीटमेंट और अन्य प्रक्रियाओं के माध्यम से बनाई जाती है। जब रिंग डाई में ड्रिलिंग की जाती है, तो प्रत्येक छेद की गुणवत्ता सुनिश्चित करने के लिए बहु-छेद गन ड्रिल का उपयोग किया जाना चाहिए। हीट ट्रीटमेंट के दौरान, साधारण उपकरणों में अक्सर होने वाली सतही ऑक्सीकरण और डीकार्बराइजेशन से बचने के लिए वैक्यूम क्वेंचिंग उपकरण का उपयोग किया जाना चाहिए, ताकि उच्च कठोरता प्राप्त की जा सके।.
रिंग डाई की सतह की उद्घाटन दर सीधे उत्पादन को प्रभावित करती है। पोल्ट्री और पशु चारे के लिए पेलेटिज़र और रिंग डाई की मजबूती। उद्घाटन दर जितनी अधिक होगी, ग्रैन्युलेटर का आउटपुट उतना ही अधिक होगा, और रिंग डाई की मजबूती उतनी ही कम होगी; इसके विपरीत, रिंग डाई की मजबूटी बढ़ाने पर, रिंग डाई पोल्ट्री पशुपालन चारा पेलेट बनाने वाली मशीन का आउटपुट कम हो जाता है। सामग्री के चयन और रिंग डाई के आकार में अंतर के कारण, इसके आउटपुट और सेवा जीवन के बीच बेहतर समन्वय के लिए रिंग डाई छिद्र उद्घाटन दर का उपयुक्त मान प्राप्त करना अभी भी मुश्किल है। 2-12 मिमी के डाई होल व्यास वाली रिंग डाई के लिए, डाई होल ओपनिंग रेट को आम तौर पर 20% से 30% के बीच चुना जाना चाहिए। डाई होल जितना छोटा होगा, होल रेशियो उतना ही कम होगा, और इसके विपरीत, होल रेशियो जितना बड़ा होगा। चुनी गई रिंग डाई सामग्री, रिंग डाई की संरचना और आकार के अनुसार, पशु चारा पेलेट मिल निर्माता रिंग डाई के उद्घाटन दर के आकार को निर्धारित करने के लिए क्रमिक दृष्टिकोण परीक्षण विधि अपना सकता है ताकि यह सुनिश्चित हो सके कि रिंग डाई में पर्याप्त ताकत हो ताकि वह लोड के दौरान फटने से बच सके और उसकी सेवा जीवन कम न हो। .
रिंग डाई के आकार और संरचना को डिजाइन करते समय, रिंग डाई की बाहरी सतह पर त्रिज्या दिशा में फैली खांचों की संख्या को न्यूनतम किया जाना चाहिए और उनकी गहराई को कम किया जाना चाहिए। क्योंकि त्रिज्या दिशा में फैली खांचे तनाव संकेंद्रण के लिए सबसे अधिक संवेदनशील होती हैं। दीर्घकालिक वैकल्पिक तनाव के प्रभाव में, इस भाग में सबसे पहले सूक्ष्म दरारें उत्पन्न होना आसान होता है, जो धीरे-धीरे फैलकर अंततः रिंग डाई के भंग का कारण बनती हैं।.
उपरोक्त विश्लेषण से पता चलता है कि रिंग डाई की विफलता के दो मुख्य कारण हैं। पोल्ट्री पशुधन पशु चारा लाइन उत्पादन प्रक्रिया, एक घर्षण क्षति है और दूसरी थकान क्षति है। रिंग डाई की विफलता को मूल रूप से टाला जाना व्यावहारिक नहीं है, और केवल सुधार करना पशु चारा संयंत्र रिंग डाई के निर्माण, उत्पादन और उपयोग की स्थितियाँ, इस प्रकार रिंग डाई के सेवा जीवन को बढ़ाना और लागत में बचत करना।.