إن ماكينة مطحنة الحبيبات الحلزونية الأفقية ذات القالب الحلقي المستخدمة على نطاق واسع هو المفتاح معدات تجهيز الأعلاف الحيوانية من مطحنة أعلاف الدواجن والماشية عملية إنتاج الأعلاف الحيوانية, ، والقالب الدائري هو الجزء القلبي من آلة تكوير علف الحيوانات ذات القوالب الحلقية ذات الأداء الجيد, ، وهو أيضًا أحد أكثر الأجزاء التي يسهل ارتداؤها في آلة مطحنة تكوير علف الدواجن الحيوانية ذات القالب الدائري. دراسة أسباب تعطل القالب الحلقي، وتحسين ظروف استخدام القالب الحلقي، وتحسين جودة المنتج والإنتاج، وتقليل استهلاك الطاقة (يمثل استهلاك الطاقة التحبيب 30% إلى 35% من إجمالي استهلاك الطاقة للورشة بأكملها)، وتقليل تكاليف الإنتاج (يمثل فقدان القالب الحلقي تكلفة المشروع 25%-30% من تكلفة الزخرفة لورشة الإنتاج بأكملها).
من الناحية النظرية، يمكن أن ينتج القالب الحلقي وزوج من بكرات الضغط كريات بوزن 2000 طن و500 طن على التوالي (لا يتم النظر هنا في القالب الحلقي عالي الجودة وبكرة الضغط). ولكن في الواقع، فإن مصانع إنتاج الأعلاف الحيوانية مع إدارة أفضل فقط أكثر من 1000 طن وأكثر من 250 طنًا؛ و مصانع خطوط مطاحن الأعلاف الحيوانية مع سوء الإدارة، حتى مع وجود 500 إلى 600 طن و80 إلى 10 أطنان فقط، يجب استبدال القوالب الحلقية الجديدة ولفائف الضغط. ويتضح من ذلك أن إطالة عمر خدمة القالب الحلقي سيحقق فوائد كبيرة لـ مؤسسة إنتاج أعلاف الدواجن والماشية.
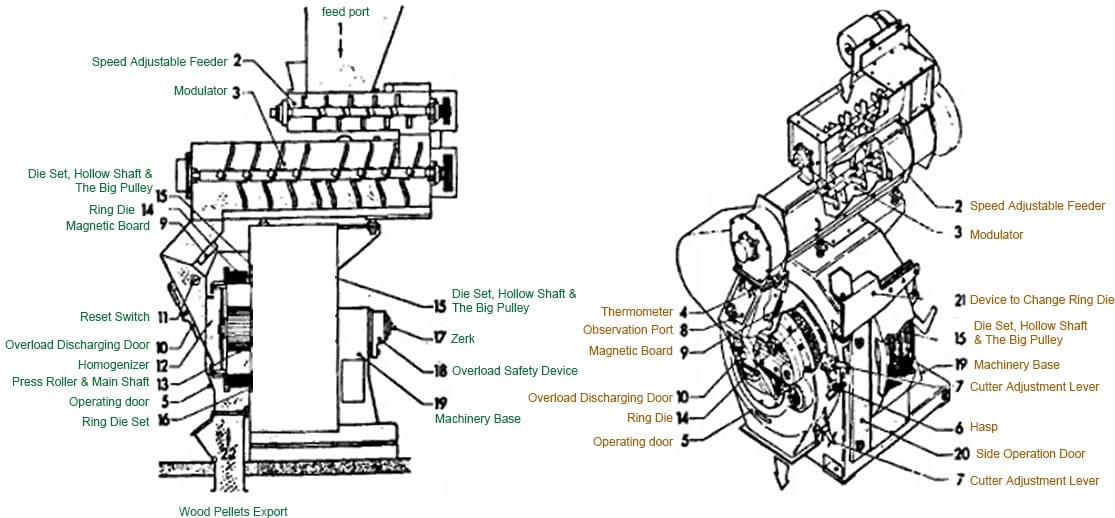
1. مبدأ العمل
يتم تشغيل القالب الحلقي بواسطة محرك من خلال مخفض للدوران. لا تدور أسطوانة الضغط المثبتة في القالب الحلقي، ولكنها تدور عن طريق الاحتكاك مع القالب الحلقي الدوّار (عن طريق ضغط المادة). يتم تقسيم المادة المروية والمخففة التي تدخل إلى حجرة الضغط بالتساوي بين بكرات الضغط بواسطة الموزع، ويتم تثبيتها وضغطها بواسطة بكرة الضغط، ويتم بثقها باستمرار من خلال فتحة القالب الحلقي لتكوين جسيمات عمودية وتتبع القالب الحلقي وتدور في دائرة ويتم تقطيعها إلى كريات بطول معين بواسطة قاطع مثبت بشكل ثابت خارج القالب الحلقي. تكون السرعة الخطية للقالب الحلقي وأسطوانة الضغط عند أي نقطة تلامس هي نفسها، ويتم استخدام كل ضغطها للتحبيب.
أثناء عملية التشغيل العادية، يكون للقالب الحلقي دائمًا احتكاك مع المادة. مع زيادة كمية مواد الإنتاج، يتآكل القالب الحلقي تدريجيًا ويؤدي في النهاية إلى الفشل. لذلك، فإن أحد مؤشرات قياس أداء عمل القالب الحلقي هو حجم الإنتاج. ومع ذلك، في الواقع عملية إنتاج خط إنتاج علف الحيوانات, ، تفشل معظم القوالب الحلقية قبل الوصول إلى الطاقة الإنتاجية النظرية. نظرًا لأن القوالب الحلقية باهظة الثمن، فإن هذا يسبب خسائر معينة للمستخدمين. تهدف هذه المقالة إلى تحليل أسباب فشل القالب الحلقي، وذلك لتقديم توصيات بشأن شروط تصنيع واستخدام القالب الحلقي.
2. تحليل أسباب الفشل
من الفشل الفعلي للقالب الحلقي، يمكن تقسيمه إلى ثلاث فئات. النوع الأول: بعد أن يعمل القالب الحلقي لفترة من الزمن، يتآكل الجدار الداخلي للفتحات الصغيرة للتفريغ، ويزداد قطر الحفرة، ويتجاوز قطر الكريات المنتجة القيمة المحددة ويفشل؛ النوع الثاني: بعد تآكل الجدار الداخلي للقالب الدائري، يكون السطح الداخلي شديدًا، بحيث يتم حظر تدفق التغذية، ويقل الناتج ويتوقف الاستخدام؛ النوع الثالث: بعد تآكل الجدار الداخلي للقالب الدائري، يزداد القطر الداخلي، ويقل سمك الجدار. وفي الوقت نفسه، يتآكل الجدار الداخلي لفتحة التفريغ أيضًا، بحيث يكون كل تفريغ صغيرًا. سمك الجدار بين الثقوب يرقق باستمرار، وبالتالي تقل القوة الهيكلية. قبل أن يزداد قطر فتحة التفريغ إلى القيمة المحددة المسموح بها (أي قبل حدوث النوع الأول من ظاهرة الفشل)، تظهر التشققات والتصدعات في القسم الأكثر خطورة. تستمر في التوسع حتى تمتد الشقوق إلى مساحة أكبر وتتسبب في فشل القالب الحلقي. يمكن تلخيص الأسباب الجوهرية لظواهر الفشل الثلاثة المذكورة أعلاه، الأول هو التآكل الكاشط، والثاني هو تلف التعب.

(1) التآكل الكاشطة
هناك العديد من أسباب التآكل، بما في ذلك التآكل العادي والتآكل غير الطبيعي. الأسباب الرئيسية للتآكل العادي هي صيغة المادة وحجم التكسير وجودة المسحوق. في ظل التآكل العادي، سوف يتآكل القالب الدائري بشكل موحد في الاتجاه المحوري، مما يؤدي إلى ثقوب أكبر للقالب الدائري وسماكة جدار أرق. الأسباب الرئيسية للتآكل غير الطبيعي: يتم ضبط أسطوانة الضغط بإحكام شديد، وتكون الفجوة بين القالب الحلقي صغيرة، وتتآكل بعضها البعض؛ زاوية الموزعة ليست جيدة، مما يسبب توزيعًا غير متساوٍ للمواد وبعض التآكل أولاً؛ يسقط المعدن في القالب ويتآكل. في هذه الحالة، غالبًا ما تتآكل القوالب الحلقية بشكل غير منتظم، وغالبًا ما تكون على شكل أسطوانة الخصر.
①تفصيل المواد الخام
وينبغي أن تكون دقة المواد الخام معتدلة وموحدة، لأن دقة المواد الخام تحدد مساحة سطح تركيبة التغذية. فكلما كان حجم الجسيمات أدق، زادت مساحة السطح، وزادت سرعة امتصاص المادة للرطوبة في البخار، وهو أمر مفيد للتكييف وتكوين الجسيمات. إذا كان حجم جسيمات المواد الخام خشنًا جدًا، فسيؤدي ذلك إلى زيادة تآكل القالب، ويتسبب في انخفاض الإنتاجية وزيادة استهلاك الطاقة. من المطلوب عمومًا أن تمر المواد الخام من خلال الشاشة ذات 8 شبكات بعد سحقها، ويجب ألا يتجاوز المحتوى على الشاشة ذات 25 شبكة 35%. بالنسبة للمواد التي تحتوي على نسبة عالية من الألياف الخام، يمكن أن تؤدي إضافة كمية معينة من الشحوم إلى تقليل الاحتكاك بين المادة والقالب الدائري أثناء عملية تكوير الأعلاف, وهو أمر مفيد لمرور المادة عبر القالب الحلقي، ويكون مظهر الجسيمات بعد التشكيل أكثر سلاسة.
② محتوى الشوائب في المواد الخام
سيؤدي الرمل الزائد وشوائب الحديد في المادة إلى تسريع تآكل القالب. لذلك، فإن تنظيف المواد الخام مهم جدًا. في الوقت الحاضر، تولي معظم مصانع تصنيع كريات علف الدواجن اهتمامًا أكبر لإزالة شوائب الحديد في المواد الخام، لأن مواد الحديد يمكن أن تسبب ضررًا قويًا للقالب والأسطوانة وحتى المعدات. ومع ذلك، لا يتم التأكيد على إزالة شوائب الرمل والحصى. يجب أن تثير هذه النقطة انتباه مستخدمي المحبب.
③ إضافة البخار
يمكن أن تؤدي إضافة البخار إلى المادة إلى تليين المادة، وتقسيم النسيج الخلوي المحتوي على الزيت في المادة، وجعل الزيت في حالة حرة، مما يؤدي إلى تأثير تزييت أثناء عملية تحبيب أعلاف الدواجن والماشية, مما يقلل من تآكل المادة على القالب ويحسِّن من ماكينة تكوير علف الدواجن والماشية الحيوانية الإخراج. بشكل عام، يجب أن يكون ضغط إضافة البخار بين 0.2 ~ 0.4 ميجا باسكال. يختلف مستوى الضغط باختلاف أنواع المواد المضغوطة. بالنسبة للمواد ذات المحتوى العالي من البروتين، يجب أن يكون ضغط البخار أقل قليلاً. بالنسبة للمواد التي تحتوي على المزيد من الألياف، يمكن استخدام ضغط البخار قليلاً. أطول. يجب أن تؤدي إضافة البخار إلى وصول المحتوى المائي للمادة إلى 16%-17%، ويجب أن تكون درجة حرارة المادة بعد التبريد والتلطيف عند 78 ~ 87 ~ درجة مئوية.
④الفجوة بين القالب الدائري وأسطوانة الضغط
إذا كانت الفجوة بين القالب الدائري وأسطوانة الضغط صغيرة جدًا، فسيؤدي ذلك إلى تسريع تآكل سطح القالب الدائري وأسطوانة الضغط، خاصةً أثناء فترة التباطؤ عندما مكبس تحبيب أعلاف الدواجن والماشية يتم تشغيلها وإيقافها. مع الأخذ في الاعتبار خطأ استدارة سطح القالب الحلقي وأسطوانة الضغط وخطأ المحورية بين سطح العمل وسطح التركيب، تكون الفجوة بين القالب الحلقي وأسطوانة الضغط بشكل عام 0.2 ~ 0.4 مم لقمع الجسيمات ذات القطر الصغير استخدم قيمة صغيرة عند التغذية أو استخدام قالب حلقي جديد.
⑤ زاوية تركيب الموزعة
سوف تتسبب زاوية التركيب غير الصحيحة للموزعة في توزيع غير متساوٍ للمادة بين القالب الحلقي وأسطوانة الضغط. ولذلك، عند الدخول في عملية البثق، يظهر إجهاد البثق وقوة الاحتكاك بين القالب الحلقي وأسطوانة الضغط غير منتظمة على طول الاتجاه المحوري، وفي النهاية يتوزع تآكل القالب الحلقي وأسطوانة الضغط بشكل غير متساوٍ.

(2) فشل الإجهاد
القالب الدائري من معدات تحبيب حبيبات أعلاف الدواجن والماشية جزء مسامي على شكل حلقة. ظروف العمل سيئة. إنه يتحمل قوة ضغط الأسطوانة وقوة احتكاك المادة لفترة طويلة أثناء عملية الاستخدام، مما يتسبب في إنتاج إجهاد الانحناء وإجهاد ضغط التلامس. ومع ذلك، فإن هذه الضغوط ليست من العوامل التي تؤثر على عمر القالب الدائري، ويكون وضع الفشل الرئيسي من فشل التعب. ويتعرض القالب الحلقي لتأثيرات متناوبة أثناء عملية التكوير، مما يشير إلى أن إجهاده المتناوب يكون دوريًا بشكل غير متماثل، وعادةً ما يتعرض القالب الحلقي لفشل بسبب الكلال. وهذا يتفق مع نتائج فشل القالب الحلقي في الاستخدام الفعلي. وعلى هذا الأساس، يُقترح زيادة عرض القالب الحلقي وسمكه وقطره الداخلي بشكل مناسب لتحسين مقاومة الانحناء وإنتاجية القالب الحلقي. في الوقت نفسه، يمكن أن تؤدي زيادة القطر الداخلي وطول البثق الفعال إلى تقليل إجهاد ضغط التلامس للقالب الحلقي بشكل كبير.
من أجل تحسين ظروف الإجهاد في القالب الحلقي بشكل فعال، بالإضافة إلى تغيير الأبعاد الخارجية للقالب الحلقي، من الممكن أيضًا اختيار المواد المناسبة وتكنولوجيا المعالجة الحرارية، وتصميم معدل فتح سطح القالب الحلقي.
عادةً ما يكون القالب الحلقي مصنوعًا من الفولاذ الكربوني (سبيكة) أو الفولاذ المقاوم للصدأ من خلال التشكيل والقطع والحفر والمعالجة الحرارية وغيرها من العمليات. عند حفر القالب الحلقي، يجب استخدام مثقاب متعدد الثقوب لضمان جودة كل ثقب. أثناء المعالجة الحرارية، يجب استخدام معدات التبريد بالتفريغ لتجنب أكسدة السطح وإزالة الكربنة التي تحدث غالبًا في المعدات العادية، وذلك للحصول على صلابة أعلى.
ويؤثر معدل فتح سطح القالب الحلقي تأثيرًا مباشرًا على إخراج جهاز تكوير لأعلاف الدواجن والماشية وقوة القالب الحلقي. عندما يكون معدل الفتح كبيرًا، يكون ناتج آلة التحبيب مرتفعًا، وتكون قوة القالب الحلقي منخفضة؛ وعلى العكس من ذلك، تزداد قوة القالب الحلقي، ويقل ناتج آلة تصنيع كريات علف الدواجن ذات القالب الحلقي. نظرًا للاختلاف في اختيار المواد وحجم القالب الحلقي، لا يزال من الصعب الحصول على قيمة مناسبة لمعدل فتح ثقب القالب الحلقي لتنسيق ناتجه وعمر الخدمة بشكل أفضل. بالنسبة للقالب الحلقي الذي يبلغ قطر ثقب القالب من 2-12 مم، يجب تحديد معدل فتح ثقب القالب بشكل عام بين 20% و 30%. كلما كان ثقب القالب أصغر، كلما كانت نسبة الفتحة أصغر، والعكس صحيح، كلما كانت نسبة الفتحة أكبر. وفقًا لمادة القالب الحلقي المختارة، وهيكل القالب الحلقي وحجمه، يمكن للشركة المصنعة لمطحنة كريات العلف الحيواني اعتماد طريقة اختبار النهج المتتالي لتحديد حجم معدل فتح القالب الحلقي لضمان أن القالب الحلقي لديه قوة كافية لمنعه من التصدع أثناء التحميل وتقصير عمر الخدمة. .
عند تصميم شكل القالب الحلقي وهيكله، يجب تقليل عدد الأخاديد الموزعة على طول الاتجاه الشعاعي على السطح الخارجي للقالب الحلقي إلى الحد الأدنى وتقليل عمقها. لأن الأخاديد الموزعة على طول الاتجاه الشعاعي هي الأكثر عرضة لتركيز الضغط. تحت تأثير الإجهاد المتناوب طويل الأمد، من السهل إنتاج تشققات دقيقة في هذا الجزء أولاً، ثم تتوسع تدريجيًا، وتتسبب في النهاية في كسر القالب الحلقي.
يُظهر التحليل أعلاه أن هناك سببين رئيسيين لفشل القالب الحلقي في عملية إنتاج خط علف حيوانات الدواجن والماشية, ، أحدهما هو التآكل الكاشطة والآخر هو التلف الناتج عن التعب. من غير العملي تجنب فشل القالب الحلقي بشكل أساسي، وتحسين مصنع الأعلاف الحيوانية ظروف تصنيع وإنتاج واستخدام القالب الحلقي، وبالتالي إطالة عمر خدمة القالب الحلقي وتوفير التكاليف.