The utilizate pe scară largă inel orizontal mor animale furaje peleți moară mașină este cheia echipamente de prelucrare a hranei pentru animale de Fabrica de furaje pentru păsări de curte și animale Procesul de producție a furajelor pentru animale, iar matricea inelară este partea centrală a inel mor bună performanță animal furaje peletizer, și este, de asemenea, una dintre cele mai ușor de uzat părți ale inel mor păsări de curte animale animale furaje pelete mașină moară. Studiul cauzelor de eșec al matriței inelare, îmbunătățirea condițiilor de utilizare a matriței inelare, îmbunătățirea calității produselor și a producției, reducerea consumului de energie (consumul de energie pentru granulare reprezintă 30% până la 35% din consumul total de energie al întregului atelier) și reducerea costurilor de producție (pierderea matriței inelare una Costul proiectului reprezintă 25%-30% din costul de decor al întregului atelier de producție).
Teoretic, o matriță inelară și o pereche de role de presare pot produce peleți de 2000 de tone și, respectiv, 500 de tone (matrița inelară și rola de presare de înaltă calitate nu sunt luate în considerare aici). Dar, în realitate fabrici de producere a hranei pentru animale cu un management mai bun au doar mai mult de 1.000 de tone și mai mult de 250 de tone; iar fabrici de linii de fabricare a hranei pentru animale cu o gestionare deficitară, chiar și cu numai 500-600 de tone și 80-10 tone, trebuie să înlocuiască noi matrițe inelare și role de presă. De aici se poate vedea că prelungirea duratei de viață a matriței inelare va aduce beneficii considerabile pentru întreprindere de producție de furaje pentru păsări de curte și animale.
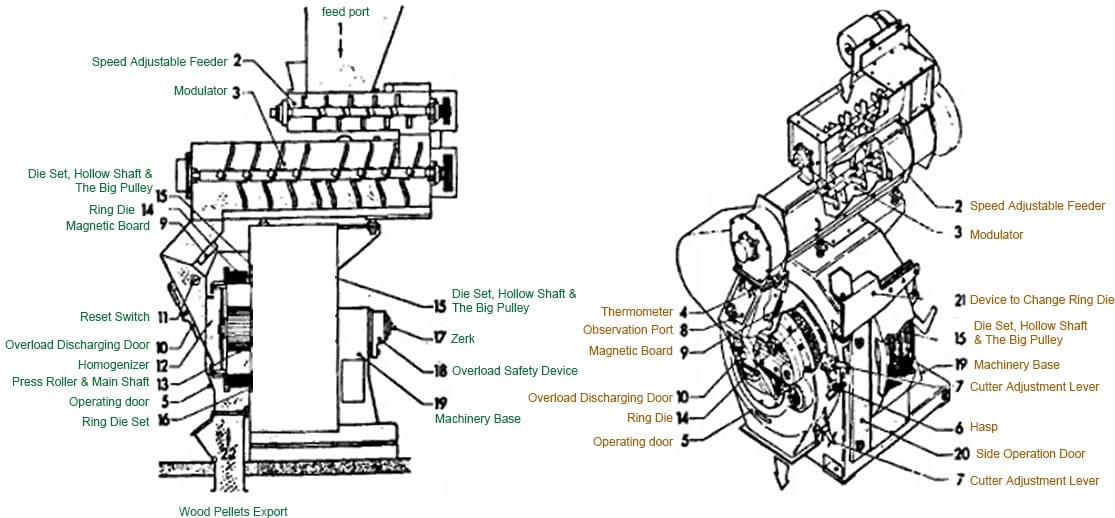
1. Principiul de funcționare
Filiera inelară este acționată de un motor prin intermediul unui reductor pentru a se roti. Rola de presiune instalată în matrița inelară nu se rotește, ci se rotește prin frecare cu matrița inelară rotativă (prin compactarea materialului). Materialul călit și temperat care intră în camera de presare este împărțit uniform între rolele de presiune de către dispozitivul de împrăștiere, este fixat și comprimat de către rola de presiune și este extrudat continuu prin orificiul filierei inelare pentru a forma particule columnare și a urma filiera inelară Se rotește în cerc și este tăiat în granule de o anumită lungime de către un tăietor instalat fix în afara filierei inelare. Viteza liniară a filierei inelare și a rolei de presiune în orice punct de contact este aceeași, iar toată presiunea acesteia este utilizată pentru granulare.
În timpul procesului normal de lucru, matrița inelară are întotdeauna frecare cu materialul. Odată cu creșterea cantității de materiale de producție, matrița inelară se uzează treptat și conduce în cele din urmă la defectare. Prin urmare, unul dintre indicatorii de măsurare a performanței de lucru a matriței inelare este volumul de producție. Cu toate acestea, în realitate procesul de producție al liniei de fabricare a hranei pentru animale, majoritatea matrițelor inelare cedează înainte de a atinge capacitatea teoretică de producție. Deoarece matrițele inelare sunt scumpe, acest lucru cauzează anumite pierderi pentru utilizatori. Acest articol intenționează să analizeze motivele eșecului matriței inelare, astfel încât să facă recomandări privind condițiile de fabricație și utilizare a matriței inelare.
2. Analiza motivelor de eșec
Din eșecul real al matriței inelare, acesta poate fi împărțit în trei categorii. Primul tip: După ce matrița inelară a funcționat pentru o perioadă de timp, peretele interior al găurilor mici ale descărcării este uzat, diametrul găurii crește, iar diametrul peleților produși depășește valoarea specificată și cedează; al doilea tip: După ce peretele interior al matriței inelare este uzat, suprafața interioară este severă, astfel încât fluxul de alimentare este blocat, producția este redusă și utilizarea este oprită; al treilea tip: După ce peretele interior al matriței inelare este uzat, diametrul interior este mărit, iar grosimea peretelui este redusă. În același timp, peretele interior al găurii de descărcare se uzează, astfel încât fiecare descărcare este mică. Grosimea peretelui dintre găuri se subțiază constant, astfel încât rezistența structurală scade. Înainte ca diametrul orificiului de descărcare să crească la valoarea specificată admisibilă (adică înainte de apariția primului tip de fenomen de defecțiune), apar fisuri și crăpături pe secțiunea cea mai periculoasă. Continuă să se extindă până când fisurile se extind la o suprafață mai mare și cauzează defectarea matriței inelare. Motivele de fond pentru cele trei fenomene de defectare de mai sus pot fi rezumate, primul este uzura abrazivă, iar al doilea este deteriorarea prin oboseală.

(1) Uzura abrazivă
Există multe motive pentru uzură, inclusiv uzura normală și uzura anormală. Principalele motive pentru uzura normală sunt formula materialului, dimensiunea de zdrobire și calitatea pulberii. În condiții de uzură normală, matrița inelară va fi uzată uniform în direcția axială, rezultând găuri mai mari ale matriței inelare și o grosime mai subțire a peretelui. Principalele motive pentru uzura anormală: rola de presiune este reglată prea strâns, iar spațiul dintre matrițele inelare este mic și se uzează reciproc; unghiul de împrăștiere nu este bun, ceea ce determină o distribuție inegală a materialelor și o anumită uzură în primul rând; metalul cade în matriță și se uzează. În acest caz, matrițele inelare sunt adesea uzate neregulat, mai ales sub forma unui tambur de talie.
① Granularitatea materialului brut
Finețea materiilor prime trebuie să fie moderată și uniformă, deoarece finețea materiilor prime determină suprafața compoziției furajului. Cu cât dimensiunea particulelor este mai fină, cu atât suprafața este mai mare, iar materialul absoarbe mai repede umiditatea din abur, ceea ce este benefic pentru condiționare și formarea particulelor. Dacă dimensiunea particulelor de materie primă este prea grosieră, va crește uzura matriței și va determina scăderea productivității și creșterea consumului de energie. În general, este necesar ca materiile prime să poată trece prin ecranul cu 8 ochiuri după ce au fost zdrobite, iar conținutul pe ecranul cu 25 de ochiuri nu trebuie să depășească 35%. Pentru materialele cu un conținut ridicat de fibre brute, adăugarea unei anumite cantități de unsoare poate reduce frecarea dintre material și matrița inelară în timpul procesul de peletizare a furajelor, ceea ce este benefic pentru trecerea materialului prin matrița inelară, iar aspectul particulelor după formare este mai neted.
② Conținutul de impurități al materiilor prime
Excesul de nisip și impuritățile de fier din material vor accelera uzura matriței. Prin urmare, curățarea materiilor prime este foarte importantă. În prezent, majoritatea uzinelor de fabricare a peletelor pentru hrana păsărilor de curte acordă mai multă atenție eliminării impurităților de fier din materiile prime, deoarece materialele de fier pot provoca daune puternice matriței, rolelor și chiar echipamentelor. Cu toate acestea, îndepărtarea impurităților de nisip și pietriș nu este accentuată. Acest aspect ar trebui să trezească atenția utilizatorilor de granulatoare.
③ Adăugarea aburului
Adăugarea aburului la material poate înmuia materialul, poate diviza țesutul celular care conține ulei în material și poate face ca uleiul să fie în stare liberă, ceea ce are un efect lubrifiant în timpul proces de granulare a furajelor pentru păsări de curte și animale, reducând astfel uzura materialului pe matriță și îmbunătățind păsări de curte și animale de fermă furaje mașină peleting ieșire. În general, presiunea de adăugare a aburului trebuie să fie între 0,2~0,4MPa. Nivelul presiunii variază în funcție de tipurile de materiale comprimate. Pentru materialele cu un conținut mai ridicat de proteine, presiunea aburului trebuie să fie ușor mai mică. Pentru materialele cu mai multe fibre, presiunea aburului poate fi utilizată ușor. Mai înalte. Adăugarea aburului ar trebui să facă ca conținutul de apă al materialului să ajungă la 16%-17%, iar temperatura materialului după călire și revenire ar trebui să fie la 78~87~C.
④ Spațiu între matrița inelară și rola de presiune
Dacă spațiul dintre matrița inelară și rola de presiune este prea mic, se va accelera uzura suprafeței matriței inelare și a rolei de presiune, în special în timpul perioadei de ralanti când păsări de curte animale furaje granulator presă este pornit și oprit. Luând în considerare eroarea de rotunjime a suprafeței matriței inelare și a rolei de presare și eroarea de coaxialitate dintre suprafața de lucru și suprafața de montare, spațiul dintre matrița inelară și rola de presare este în general de 0,2~0,4 mm pentru a suprima particulele cu diametru mic Utilizați o valoare mică atunci când alimentați sau utilizați o matriță inelară nouă.
⑤ Unghiul de instalare al dispozitivului de împrăștiere
Unghiul incorect de instalare a dispozitivului de împrăștiere va provoca o distribuție neuniformă a materialului între filiera inelară și rola de presiune. Prin urmare, la intrarea în extrudare, tensiunea de extrudare și forța de frecare dintre matricea inelară și rola de presiune apar neuniform de-a lungul direcției axiale și, în cele din urmă, uzura matricei inelare și a rolei de presiune este distribuită neuniform.

(2) Eșecul la oboseală
Matrița inelară a păsări de curte animale furaje peleți granulator echipamente este o piesă poroasă în formă de inel. Condițiile de lucru sunt proaste. Ea suportă forța de apăsare a rolei și forța de frecare a materialului pentru o perioadă lungă de timp în timpul procesului de utilizare, ceea ce face ca ea să producă tensiuni de îndoire și tensiuni de presiune de contact. Cu toate acestea, aceste tensiuni nu sunt factori care să afecteze durata de viață a matriței inelare, iar principalul mod de defectare este de la defectarea prin oboseală. Matrița inelară este supusă unor efecte alternante în timpul procesului de peletizare, ceea ce indică faptul că stresul său alternativ este ciclic asimetric, iar matrița inelară suferă, de obicei, o defecțiune prin oboseală. Acest lucru este în concordanță cu rezultatele eșecului matriței inelare în utilizarea reală. Pe această bază, se propune creșterea corespunzătoare a lățimii, grosimii și diametrului interior al matriței inelare pentru a îmbunătăți rezistența la încovoiere și productivitatea matriței inelare. În același timp, creșterea diametrului interior și a lungimii efective de extrudare poate reduce semnificativ tensiunea de presiune de contact a filierei inelare.
Pentru a îmbunătăți în mod eficient condițiile de stres ale matriței inelare, pe lângă modificarea dimensiunilor exterioare ale matriței inelare, este de asemenea posibil să se selecteze materiale și tehnologii de tratament termic adecvate și să se proiecteze rata de deschidere a suprafeței matriței inelare.
Matrița inelară este de obicei fabricată din oțel carbon (aliat) sau oțel inoxidabil prin forjare, tăiere, găurire, tratament termic și alte procese. Atunci când se găurește matrița inelară, trebuie utilizat un burghiu cu pistol cu găuri multiple pentru a asigura calitatea fiecărei găuri. În timpul tratamentului termic, ar trebui utilizat un echipament de călire în vid pentru a evita oxidarea suprafeței și decarburarea care apare adesea în echipamentele obișnuite, astfel încât să se obțină o duritate mai mare.
Rata de deschidere a suprafeței matriței inelare afectează în mod direct randamentul peletizator pentru hrana păsărilor și a animalelor și rezistența filierei inelare. Rata de deschidere este mare, producția granulatorului este mare, iar rezistența inelului este scăzută; dimpotrivă, rezistența inelului este crescută, iar producția inelului este redusă. Din cauza diferenței de selecție a materialului și a dimensiunii matriței inelare, este încă dificil să se obțină o valoare adecvată a ratei de deschidere a găurii matriței inelare pentru a coordona mai bine producția și durata de viață a acesteia. Pentru o matriță inelară cu un diametru al orificiului de 2-12 mm, rata de deschidere a orificiului de matriță ar trebui să fie în general selectată între 20% și 30%. Cu cât gaura de matriță este mai mică, cu atât rata găurii este mai mică și invers, cu cât rata găurii este mai mare. În funcție de materialul, structura și dimensiunea matriței inelare selectate, producătorul morii de pelete pentru hrana animalelor poate adopta metoda de testare prin abordare succesivă pentru a determina dimensiunea ratei de deschidere a matriței inelare, pentru a se asigura că matrița inelară are suficientă rezistență pentru a preveni fisurarea acesteia în timpul încărcării și scurtarea duratei sale de viață. .
La proiectarea formei și structurii matriței inelare, numărul de caneluri distribuite de-a lungul direcției radiale pe suprafața exterioară a matriței inelare trebuie redus la minimum, iar adâncimea acestora trebuie redusă. Deoarece canelurile distribuite de-a lungul direcției radiale sunt cele mai predispuse la concentrarea tensiunilor. Sub acțiunea stresului alternativ pe termen lung, este ușor să se producă mai întâi microfisuri în această parte, apoi să se extindă treptat și, în cele din urmă, să provoace fractura matriței inelare.
Analiza de mai sus arată că există două motive principale pentru eșecul matricei inelare în păsări de curte animale de fermă animale linie de proces de producție, una este uzura prin abraziune, iar cealaltă este deteriorarea prin oboseală. Este impracticabil să se evite în mod fundamental defectarea matriței inelare și să se îmbunătățească doar fabrică de hrană pentru animale condițiile de fabricație, producție și utilizare a matriței inelare, prelungind astfel durata de viață a matriței inelare și reducând costurile.