The banyak digunakan mesin pabrik pelet pakan ternak cincin mati horisontal adalah kuncinya peralatan pengolahan pakan ternak dari pabrik pakan ternak unggas proses produksi pakan ternak, dan ring die adalah bagian jantung dari cincin mati pelet pakan ternak berkinerja baik, dan juga merupakan salah satu bagian yang paling mudah aus dari mesin pabrik pelet pakan ternak unggas ring die. Mempelajari penyebab kegagalan ring die, memperbaiki kondisi penggunaan ring die, meningkatkan kualitas dan keluaran produk, mengurangi konsumsi energi (konsumsi energi granulasi menyumbang 30% hingga 35% dari total konsumsi energi seluruh bengkel), dan mengurangi biaya produksi (ring die loss satu Biaya proyek menyumbang 25%-30% dari biaya dekorasi seluruh bengkel produksi).
Secara teoritis, ring die dan sepasang rol tekan dapat menghasilkan pelet masing-masing sebesar 2000 ton dan 500 ton (ring die dan rol tekan bermutu tinggi tidak dipertimbangkan di sini). Namun pada kenyataannya, itu pabrik produksi pakan ternak dengan manajemen yang lebih baik hanya memiliki lebih dari 1.000 ton dan lebih dari 250 ton; dan pabrik lini pabrik pakan ternak dengan manajemen yang buruk, bahkan dengan hanya 500 hingga 600 ton dan 80 hingga 10 ton, harus mengganti ring die dan press roll yang baru. Dari sini dapat dilihat bahwa memperpanjang masa pakai ring die akan membawa manfaat yang cukup besar bagi perusahaan produksi pakan ternak unggas.
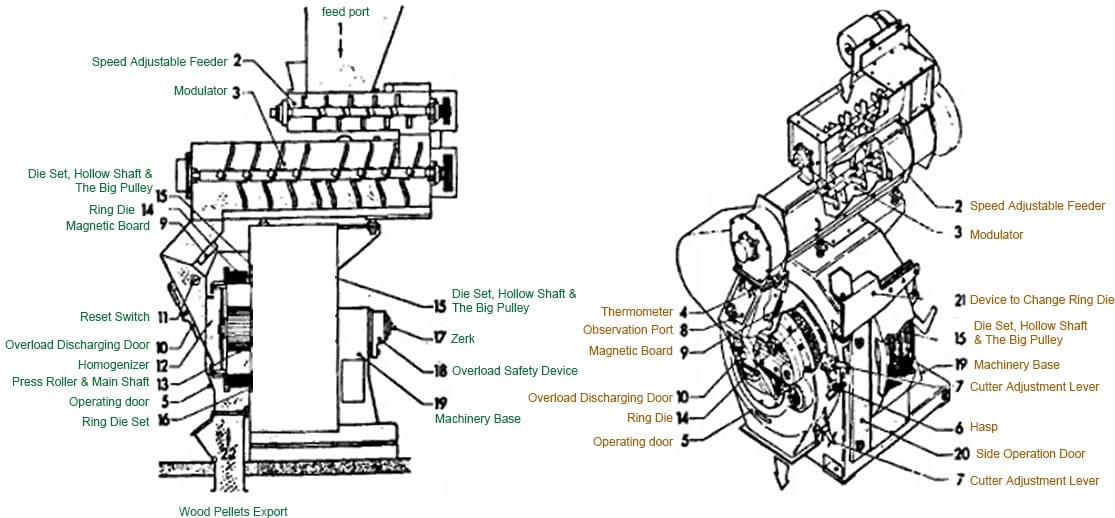
1. Prinsip kerja
Ring die digerakkan oleh motor melalui peredam untuk berputar. Rol penekan yang dipasang pada ring die tidak berputar, tetapi berputar melalui gesekan dengan ring die yang berputar (dengan memadatkan material). Bahan yang dipadamkan dan ditempa yang memasuki ruang pengepresan dibagi secara merata antara rol tekanan oleh penyebar, dijepit dan diperas oleh rol tekanan, dan secara terus menerus diekstrusi melalui lubang cetakan cincin untuk membentuk partikel berbentuk kolom dan mengikuti cetakan cincin. Ini berputar dalam lingkaran dan dipotong menjadi pelet dengan panjang tertentu dengan pemotong yang dipasang secara tetap di luar cetakan cincin. Kecepatan linier ring die dan roller tekanan pada setiap titik kontak adalah sama, dan semua tekanannya digunakan untuk granulasi.
Selama proses kerja normal, ring die selalu mengalami gesekan dengan material. Dengan bertambahnya jumlah material produksi, ring die secara bertahap menjadi aus dan akhirnya menyebabkan kegagalan. Oleh karena itu, salah satu indikator untuk mengukur kinerja kerja ring die adalah volume produksi. Namun, pada kenyataannya proses produksi lini pembuatan pakan ternak, sebagian besar cetakan cincin gagal sebelum mencapai kapasitas produksi teoritis. Karena cetakan cincin mahal, hal ini menyebabkan kerugian tertentu bagi pengguna. Artikel ini bermaksud untuk menganalisis alasan kegagalan ring die, sehingga dapat membuat rekomendasi tentang kondisi pembuatan dan penggunaan ring die.
2. Analisis alasan kegagalan
Dari kegagalan ring die yang sesungguhnya, ini dapat dibagi ke dalam tiga kategori. Tipe pertama: Setelah ring die bekerja untuk jangka waktu tertentu, dinding bagian dalam dari lubang kecil pembuangan menjadi aus, diameter lubang bertambah, dan diameter pelet yang dihasilkan melebihi nilai yang ditentukan dan gagal; tipe kedua: Setelah dinding bagian dalam ring die aus, permukaan bagian dalam menjadi parah, sehingga aliran umpan terhalang, output berkurang dan penggunaan dihentikan; tipe ketiga: Setelah dinding bagian dalam ring die aus, diameter bagian dalam bertambah, dan ketebalan dinding berkurang. Pada saat yang sama, dinding bagian dalam lubang pembuangan juga aus, sehingga setiap pembuangannya kecil. Ketebalan dinding di antara lubang terus menipis, sehingga kekuatan strukturalnya menurun. Sebelum diameter lubang pembuangan meningkat ke nilai yang ditentukan yang diijinkan (yaitu, sebelum fenomena kegagalan jenis pertama terjadi), retakan dan retakan muncul di bagian yang paling berbahaya. Terus meluas hingga retakan meluas ke area yang lebih luas dan menyebabkan kegagalan ring die. Alasan substantif dari ketiga fenomena kegagalan di atas dapat disimpulkan, yang pertama adalah keausan abrasif, dan yang kedua adalah kerusakan akibat kelelahan.

(1) Keausan abrasif
Ada banyak alasan keausan, termasuk keausan normal dan keausan abnormal. Alasan utama keausan normal adalah formula bahan, ukuran penghancuran, dan kualitas bubuk. Dalam keausan normal, ring die akan aus secara seragam ke arah aksial, menghasilkan lubang ring die yang lebih besar dan ketebalan dinding yang lebih tipis. Alasan utama keausan tidak normal: roller tekanan disetel terlalu kencang, dan celah antara ring die kecil, dan satu sama lain saling aus; sudut penyebar tidak bagus, yang menyebabkan distribusi material tidak merata dan beberapa aus terlebih dahulu; logam jatuh ke dalam cetakan dan aus. Dalam hal ini, cetakan cincin sering dipakai secara tidak teratur, sebagian besar berbentuk drum pinggang.
(1)Perincian bahan baku
Kehalusan bahan baku harus moderat dan seragam, karena kehalusan bahan baku menentukan luas permukaan komposisi umpan. Semakin halus ukuran partikel, semakin besar luas permukaannya, dan semakin cepat bahan menyerap uap air, yang bermanfaat untuk pengkondisian dan pembentukan partikel. Jika ukuran partikel bahan baku terlalu kasar, maka akan meningkatkan keausan cetakan, dan menyebabkan produktivitas turun dan konsumsi energi meningkat. Umumnya bahan baku harus dapat melewati layar 8 mesh setelah dihancurkan, dan konten pada layar 25 mesh tidak boleh melebihi 35%. Untuk bahan dengan kandungan serat kasar yang tinggi, menambahkan sejumlah gemuk dapat mengurangi gesekan antara bahan dan ring die selama proses proses pelet pakan, yang bermanfaat bagi material untuk melewati ring die, dan penampilan partikel setelah pembentukan lebih mulus.
②Kandungan pengotor bahan baku
Pasir dan kotoran besi yang berlebihan pada material akan mempercepat keausan cetakan. Oleh karena itu, pembersihan bahan baku sangat penting. Saat ini, sebagian besar pabrik pembuatan pelet pakan ternak unggas lebih memperhatikan penghilangan kotoran besi pada bahan baku, karena bahan besi dapat menyebabkan kerusakan yang kuat pada cetakan, roller, dan bahkan peralatan. Namun, pembuangan kotoran pasir dan kerikil tidak ditekankan. Poin ini harus menarik perhatian pengguna granulator.
③ Menambahkan uap
Menambahkan uap ke bahan dapat melembutkan bahan, membelah jaringan sel yang mengandung minyak di dalam bahan, dan membuat minyak dalam keadaan bebas, yang memainkan efek pelumas selama proses granulasi pakan ternak unggas, sehingga mengurangi keausan material pada cetakan dan meningkatkan mesin pelet pakan ternak unggas dan ternak keluaran. Umumnya, tekanan penambahan uap harus antara 0,2 ~ 0,4MPa. Tingkat tekanan bervariasi dengan jenis bahan yang dikompresi. Untuk bahan dengan kandungan protein yang lebih tinggi, tekanan uap harus sedikit lebih rendah. Untuk bahan dengan lebih banyak serat, tekanan uap dapat digunakan sedikit. Lebih tinggi. Menambahkan uap harus membuat kadar air bahan mencapai 16%-17%, dan suhu bahan setelah quenching dan tempering harus pada 78 ~ 87 ~ C.
④Celah antara ring die dan roller tekanan
Jika celah antara ring die dan roller tekanan terlalu kecil, maka akan mempercepat keausan permukaan ring die dan roller tekanan, terutama selama periode idle ketika mesin press granulator pakan ternak unggas dimulai dan dihentikan. Dengan mempertimbangkan kesalahan kebulatan permukaan ring die dan roller penekan serta kesalahan koaksialitas antara permukaan kerja dan permukaan pemasangan, jarak antara ring die dan roller penekan umumnya 0,2 ~ 0,4 mm untuk menekan partikel berdiameter kecil. Gunakan nilai yang kecil saat memberi makan atau menggunakan ring die baru.
⑤ Sudut pemasangan penyebar
Sudut pemasangan penyebar yang tidak tepat akan menyebabkan distribusi material yang tidak merata antara ring die dan roller tekanan. Oleh karena itu, saat memasuki ekstrusi, tegangan ekstrusi dan gaya gesekan antara ring die dan roller tekanan tampak tidak seragam di sepanjang arah aksial, dan pada akhirnya keausan ring die dan roller tekanan tidak terdistribusi secara merata.

(2) Kegagalan kelelahan
Cincin mati dari peralatan granulator pelet pakan ternak unggas adalah bagian berbentuk cincin berpori. Kondisi kerjanya buruk. Ini menanggung gaya meremas roller dan gaya gesekan material untuk waktu yang lama selama proses penggunaan, menyebabkannya menghasilkan tegangan tekukan dan tegangan tekanan kontak. Namun, tekanan ini bukanlah faktor yang mempengaruhi umur ring die, dan mode kegagalan utamanya adalah dari kegagalan fatik. Ring die mengalami efek bolak-balik selama proses pelletizing, yang menunjukkan bahwa tegangan bolak-baliknya bersifat siklik asimetris, dan ring die biasanya mengalami kegagalan fatik. Hal ini konsisten dengan hasil kegagalan ring die dalam penggunaan aktual. Atas dasar ini, diusulkan untuk meningkatkan lebar, ketebalan, dan diameter bagian dalam ring die secara tepat untuk meningkatkan ketahanan lentur dan produktivitas ring die. Pada saat yang sama, meningkatkan diameter bagian dalam dan panjang ekstrusi yang efektif dapat secara signifikan mengurangi tekanan tekanan kontak dari ring die.
Untuk secara efektif meningkatkan kondisi tegangan ring die, selain mengubah dimensi luar ring die, juga memungkinkan untuk memilih bahan yang sesuai dan teknologi perlakuan panas, dan merancang laju pembukaan permukaan ring die.
Ring die biasanya terbuat dari baja karbon (paduan) atau baja tahan karat melalui penempaan, pemotongan, pengeboran, perlakuan panas dan proses lainnya. Saat ring die dibor, bor senapan multi-lubang harus digunakan untuk memastikan kualitas setiap lubang. Selama perlakuan panas, peralatan pendinginan vakum harus digunakan untuk menghindari oksidasi permukaan dan dekarburisasi yang sering terjadi pada peralatan biasa, sehingga diperoleh kekerasan yang lebih tinggi.
Laju pembukaan permukaan ring die secara langsung memengaruhi output pelet untuk pakan unggas dan ternak dan kekuatan cincin mati. Tingkat pembukaannya besar, keluaran granulator tinggi, dan kekuatan ring die rendah; sebaliknya, kekuatan ring die meningkat, dan keluaran mesin pembuat pelet pakan ternak unggas ring die berkurang. Karena perbedaan pemilihan material dan ukuran ring die, masih sulit untuk mendapatkan nilai yang sesuai dari laju pembukaan lubang ring die untuk mengoordinasikan keluaran dan masa pakai dengan lebih baik. Untuk ring die dengan diameter lubang die 2-12mm, laju bukaan lubang die umumnya harus dipilih antara 20% dan 30%. Semakin kecil lubang cetakan, semakin kecil rasio lubang, dan sebaliknya, semakin besar rasio lubang. Menurut bahan ring die yang dipilih, struktur dan ukuran ring die, produsen pabrik pelet pakan ternak dapat mengadopsi metode uji pendekatan berturut-turut untuk menentukan ukuran laju pembukaan ring die untuk memastikan bahwa ring die memiliki kekuatan yang cukup untuk mencegahnya retak selama pemuatan dan memperpendek masa pakai. .
Saat mendesain bentuk dan struktur ring die, jumlah alur yang didistribusikan di sepanjang arah radial pada permukaan luar ring die harus diminimalkan dan kedalamannya harus dikurangi. Karena alur yang didistribusikan di sepanjang arah radial adalah yang paling rentan terhadap konsentrasi tegangan. Di bawah aksi tegangan bolak-balik jangka panjang, mudah untuk menghasilkan retakan mikro di bagian ini terlebih dahulu, dan kemudian secara bertahap mengembang, dan akhirnya menyebabkan fraktur cetakan cincin.
Analisis di atas menunjukkan bahwa ada dua alasan utama untuk kegagalan ring die di proses produksi pakan ternak unggas proses produksi pakan ternak unggas, satu adalah keausan abrasif dan yang lainnya adalah kerusakan akibat kelelahan. Tidaklah praktis untuk secara fundamental menghindari kegagalan ring die, dan hanya meningkatkan pabrik pakan ternak kondisi manufaktur, produksi, dan penggunaan ring die, sehingga memperpanjang masa pakai ring die dan menghemat biaya.