The szeroko stosowana pozioma maszyna do granulowania paszy dla zwierząt z matrycą pierścieniową jest kluczem sprzęt do przetwarzania paszy dla zwierząt z młyn paszowy dla drobiu proces produkcji paszy dla zwierząt, a matryca pierścieniowa jest główną częścią granulator pasz dla zwierząt z matrycą pierścieniową, Jest to również jedna z najłatwiej zużywających się części. maszyna do granulowania paszy dla drobiu i zwierząt gospodarskich z matrycą pierścieniową. Zbadaj przyczyny awarii matrycy pierścieniowej, popraw warunki użytkowania matrycy pierścieniowej, popraw jakość i wydajność produktu, zmniejsz zużycie energii (zużycie energii granulacji stanowi od 30% do 35% całkowitego zużycia energii w całym warsztacie) i zmniejsz koszty produkcji (utrata matrycy pierścieniowej jeden Koszt projektu stanowi 25%-30% kosztów dekoracji całego warsztatu produkcyjnego).
Teoretycznie, matryca pierścieniowa i para walców prasujących mogą produkować pelety o masie odpowiednio 2000 ton i 500 ton (wysokiej jakości matryca pierścieniowa i walec prasujący nie są tutaj brane pod uwagę). Ale w rzeczywistości fabryki produkujące paszę dla zwierząt z lepszym zarządzaniem mają tylko ponad 1000 ton i ponad 250 ton; i fabryki linii do produkcji karmy dla zwierząt przy słabym zarządzaniu, nawet przy zaledwie 500 do 600 ton i 80 do 10 ton, muszą wymieniać nowe matryce pierścieniowe i rolki dociskowe. Widać z tego, że wydłużenie żywotności matrycy pierścieniowej przyniesie znaczne korzyści dla firmy. przedsiębiorstwo produkcji pasz dla drobiu i zwierząt gospodarskich.
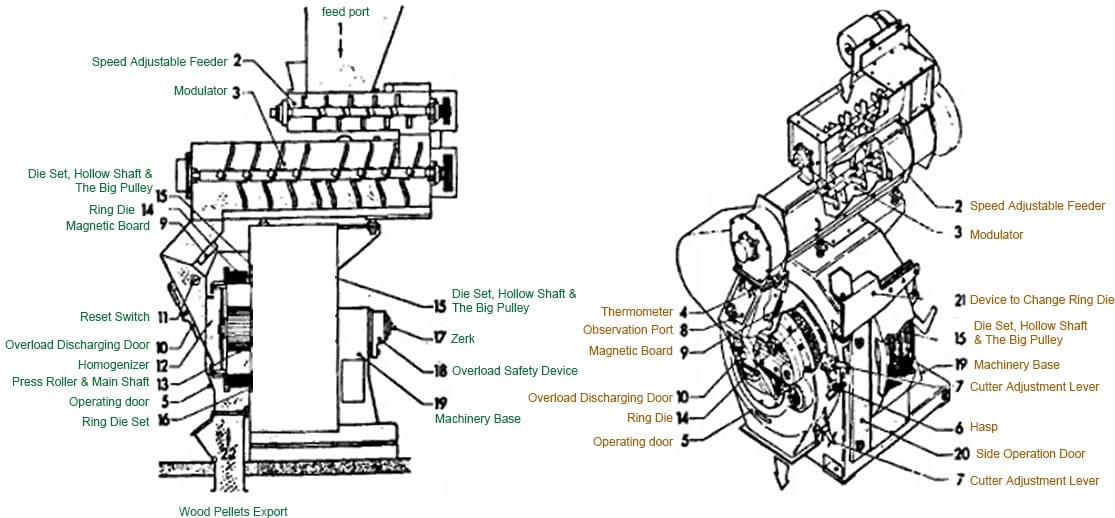
1. Zasada działania
Obrotowa matryca pierścieniowa jest napędzana silnikiem poprzez reduktor. Rolka dociskowa zainstalowana w matrycy pierścieniowej nie obraca się, ale obraca się poprzez tarcie z obracającą się matrycą pierścieniową (poprzez zagęszczanie materiału). Hartowany i odpuszczany materiał, który wchodzi do komory prasowania, jest równomiernie dzielony między rolki dociskowe przez rozrzutnik, jest zaciskany i ściskany przez rolkę dociskową i jest stale wytłaczany przez otwór matrycy pierścieniowej, tworząc cząstki kolumnowe i podążając za matrycą pierścieniową Obraca się po okręgu i jest cięty na granulki o określonej długości za pomocą noża zainstalowanego na stałe na zewnątrz matrycy pierścieniowej. Prędkość liniowa matrycy pierścieniowej i rolki dociskowej w dowolnym punkcie styku jest taka sama, a cały jej nacisk jest wykorzystywany do granulacji.
Podczas normalnego procesu roboczego matryca pierścieniowa zawsze ma tarcie z materiałem. Wraz ze wzrostem ilości produkowanych materiałów, matryca pierścieniowa stopniowo się zużywa i ostatecznie prowadzi do awarii. Dlatego też jednym ze wskaźników mierzących wydajność pracy matrycy pierścieniowej jest wielkość produkcji. Jednak w rzeczywistości linia do produkcji paszy dla zwierząt, Większość matryc pierścieniowych ulega awarii przed osiągnięciem teoretycznej zdolności produkcyjnej. Ponieważ formy pierścieniowe są drogie, powoduje to pewne straty dla użytkowników. Niniejszy artykuł ma na celu przeanalizowanie przyczyn awarii matrycy pierścieniowej, aby sformułować zalecenia dotyczące warunków produkcji i użytkowania matrycy pierścieniowej.
2. Analiza przyczyn awarii
Na podstawie rzeczywistej awarii matrycy pierścieniowej można ją podzielić na trzy kategorie. Pierwszy typ: Po tym, jak matryca pierścieniowa pracowała przez pewien czas, wewnętrzna ściana małych otworów wyładowczych jest zużyta, średnica otworu wzrasta, a średnica produkowanych granulek przekracza określoną wartość i ulega awarii; drugi typ: Po zużyciu wewnętrznej ściany matrycy pierścieniowej, wewnętrzna powierzchnia jest poważna, tak że przepływ paszy jest zablokowany, wydajność jest zmniejszona, a użytkowanie jest zatrzymane; trzeci typ: Po zużyciu wewnętrznej ścianki matrycy pierścieniowej średnica wewnętrzna zwiększa się, a grubość ścianki zmniejsza się. W tym samym czasie zużywa się również wewnętrzna ściana otworu wylotowego, przez co każdy wylot jest mały. Grubość ścianki między otworami stale się zmniejsza, więc wytrzymałość strukturalna maleje. Zanim średnica otworu wylotowego zwiększy się do dopuszczalnej określonej wartości (czyli przed wystąpieniem pierwszego rodzaju zjawiska awarii), na najbardziej niebezpiecznym odcinku pojawiają się pęknięcia i pęknięcia. Rozszerzają się, aż pęknięcia obejmą większy obszar i spowodują uszkodzenie matrycy pierścieniowej. Zasadnicze przyczyny powyższych trzech zjawisk awaryjnych można podsumować w ten sposób, że pierwszym z nich jest zużycie ścierne, a drugim uszkodzenie zmęczeniowe.

(1) Zużycie ścierne
Istnieje wiele przyczyn zużycia, w tym zużycie normalne i nienormalne. Głównymi przyczynami normalnego zużycia są formuła materiału, wielkość kruszenia i jakość proszku. Przy normalnym zużyciu matryca pierścieniowa będzie równomiernie zużyta w kierunku osiowym, co spowoduje większe otwory matrycy pierścieniowej i cieńszą grubość ścianki. Główne przyczyny nieprawidłowego zużycia: rolka dociskowa jest zbyt ciasno wyregulowana, a szczelina między matrycą pierścieniową jest niewielka i wzajemnie się zużywa; kąt rozrzutnika nie jest dobry, co powoduje nierównomierne rozłożenie materiałów i najpierw pewne zużycie; metal wpada do matrycy i zużywa się. W takim przypadku formy pierścieniowe są często nieregularnie zużyte, głównie w kształcie bębna talii.
① Surowa ziarnistość materiału
Stopień rozdrobnienia surowców powinien być umiarkowany i jednolity, ponieważ stopień rozdrobnienia surowców determinuje powierzchnię składu wsadu. Im drobniejszy rozmiar cząstek, tym większa powierzchnia i tym szybciej materiał pochłania wilgoć z pary, co jest korzystne dla kondycjonowania i tworzenia cząstek. Jeśli rozmiar cząstek surowca jest zbyt gruby, zwiększy to zużycie matrycy i spowoduje spadek wydajności oraz wzrost zużycia energii. Ogólnie rzecz biorąc, wymagane jest, aby surowce mogły przejść przez sito 8 mesh po kruszeniu, a zawartość na sicie 25 mesh nie powinna przekraczać 35%. W przypadku materiałów o wysokiej zawartości włókien surowych, dodanie pewnej ilości smaru może zmniejszyć tarcie między materiałem a matrycą pierścieniową podczas rozdrabniania. proces granulowania paszy, co jest korzystne dla przechodzenia materiału przez matrycę pierścieniową, a wygląd cząstek po formowaniu jest gładszy.
② Zawartość zanieczyszczeń w surowcach
Nadmiar piasku i zanieczyszczeń żelazem w materiale przyspiesza zużycie matrycy. Dlatego też czyszczenie surowców jest bardzo ważne. Obecnie większość zakładów produkcji granulatu paszowego dla drobiu zwraca większą uwagę na usuwanie zanieczyszczeń żelazem z surowców, ponieważ materiały żelazne mogą powodować poważne uszkodzenia matrycy, wałka, a nawet sprzętu. Nie kładzie się jednak nacisku na usuwanie zanieczyszczeń piaskiem i żwirem. Ten punkt powinien zwrócić uwagę użytkowników granulatorów.
③ Dodawanie pary wodnej
Dodanie pary do materiału może zmiękczyć materiał, rozdzielić zawierającą olej tkankę komórkową w materiale i sprawić, że olej będzie w stanie wolnym, co odgrywa efekt smarowania podczas proces granulacji paszy dla drobiu i zwierząt gospodarskich, zmniejszając w ten sposób zużycie materiału na matrycy i poprawiając maszyna do granulowania paszy dla drobiu i zwierząt gospodarskich wydajność. Ogólnie rzecz biorąc, ciśnienie dodawania pary powinno wynosić od 0,2 do 0,4 MPa. Poziom ciśnienia różni się w zależności od rodzaju prasowanych materiałów. W przypadku materiałów o wyższej zawartości białka ciśnienie pary powinno być nieco niższe. W przypadku materiałów z większą ilością włókien, ciśnienie pary może być nieco wyższe. Wyższe. Dodanie pary powinno sprawić, że zawartość wody w materiale osiągnie 16%-17%, a temperatura materiału po hartowaniu i odpuszczaniu powinna wynosić 78 ~ 87 ~ C.
Szczelina między matrycą pierścieniową a rolką dociskową
Jeśli szczelina między matrycą pierścieniową a rolką dociskową jest zbyt mała, przyspieszy to zużycie powierzchni matrycy pierścieniowej i rolki dociskowej, szczególnie w okresie pracy na biegu jałowym, gdy rolka dociskowa jest zbyt mała. prasa do granulowania paszy dla drobiu jest uruchamiany i zatrzymywany. Biorąc pod uwagę błąd zaokrąglenia powierzchni matrycy pierścieniowej i wałka dociskowego oraz błąd współosiowości między powierzchnią roboczą a powierzchnią montażową, szczelina między matrycą pierścieniową a wałkiem dociskowym wynosi zazwyczaj 0,2 ~ 0,4 mm, aby wyeliminować cząstki o małej średnicy Użyj małej wartości podczas podawania lub używania nowej matrycy pierścieniowej.
⑤ Kąt instalacji rozrzutnika
Nieprawidłowy kąt instalacji rozrzutnika spowoduje nierównomierny rozkład materiału między matrycą pierścieniową a rolką dociskową. W związku z tym, po wejściu do wytłaczania, naprężenie wytłaczania i siła tarcia między matrycą pierścieniową a rolką dociskową wydają się nierównomierne wzdłuż kierunku osiowego, a ostatecznie zużycie matrycy pierścieniowej i rolki dociskowej jest nierównomiernie rozłożone.

(2) Uszkodzenie zmęczeniowe
Pierścieniowa matryca sprzęt do granulowania paszy dla drobiu i zwierząt gospodarskich to porowata część w kształcie pierścienia. Warunki pracy są złe. Podczas procesu użytkowania przez długi czas przenosi siłę ściskającą walca i siłę tarcia materiału, powodując naprężenia zginające i naprężenia dociskowe. Naprężenia te nie są jednak czynnikami wpływającymi na żywotność matrycy pierścieniowej, a głównym trybem awarii jest awaria zmęczeniowa. Matryca pierścieniowa jest poddawana zmiennym efektom podczas procesu granulowania, co wskazuje, że jej naprężenia zmienne są asymetrycznie cykliczne, a matryca pierścieniowa zwykle ulega uszkodzeniu zmęczeniowemu. Jest to zgodne z wynikami awarii matrycy pierścieniowej w rzeczywistym użytkowaniu. Na tej podstawie proponuje się odpowiednie zwiększenie szerokości, grubości i średnicy wewnętrznej matrycy pierścieniowej w celu poprawy odporności na zginanie i wydajności matrycy pierścieniowej. Jednocześnie zwiększenie średnicy wewnętrznej i efektywnej długości wytłaczania może znacznie zmniejszyć naprężenie nacisku matrycy pierścieniowej.
Aby skutecznie poprawić warunki naprężenia matrycy pierścieniowej, oprócz zmiany zewnętrznych wymiarów matrycy pierścieniowej, możliwe jest również wybranie odpowiednich materiałów i technologii obróbki cieplnej oraz zaprojektowanie szybkości otwierania powierzchni matrycy pierścieniowej.
Matryca pierścieniowa jest zwykle wykonana ze stali węglowej (stopowej) lub stali nierdzewnej poprzez kucie, cięcie, wiercenie, obróbkę cieplną i inne procesy. Podczas wiercenia matrycy pierścieniowej należy użyć wielootworowego wiertła pistoletowego, aby zapewnić jakość każdego otworu. Podczas obróbki cieplnej należy stosować sprzęt do hartowania próżniowego, aby uniknąć utleniania powierzchni i odwęglania, które często występują w zwykłym sprzęcie, aby uzyskać wyższą twardość.
Szybkość otwierania powierzchni matrycy pierścieniowej bezpośrednio wpływa na wydajność granulator do paszy dla drobiu i zwierząt gospodarskich i wytrzymałość matrycy pierścieniowej. Szybkość otwierania jest duża, wydajność granulatora jest wysoka, a wytrzymałość matrycy pierścieniowej jest niska; wręcz przeciwnie, wytrzymałość matrycy pierścieniowej jest zwiększona, a wydajność maszyny do produkcji granulatu paszowego dla drobiu z matrycą pierścieniową jest zmniejszona. Ze względu na różnicę w doborze materiału i rozmiarze matrycy pierścieniowej, nadal trudno jest uzyskać odpowiednią wartość współczynnika otwarcia otworu matrycy pierścieniowej, aby lepiej skoordynować jej wydajność i żywotność. W przypadku matrycy pierścieniowej o średnicy otworu matrycy 2-12 mm, szybkość otwierania otworu matrycy powinna być generalnie wybrana między 20% a 30%. Im mniejszy otwór matrycy, tym mniejszy współczynnik otworu i odwrotnie, tym większy współczynnik otworu. Zgodnie z wybranym materiałem matrycy pierścieniowej, strukturą i rozmiarem matrycy pierścieniowej, producent granulatora paszy dla zwierząt może przyjąć metodę testowania kolejnego podejścia w celu określenia wielkości współczynnika otwarcia matrycy pierścieniowej, aby zapewnić, że matryca pierścieniowa ma wystarczającą wytrzymałość, aby zapobiec jej pękaniu podczas obciążenia i skrócić jej żywotność. .
Podczas projektowania kształtu i struktury matrycy pierścieniowej należy zminimalizować liczbę rowków rozmieszczonych wzdłuż kierunku promieniowego na zewnętrznej powierzchni matrycy pierścieniowej i zmniejszyć ich głębokość. Ponieważ rowki rozmieszczone wzdłuż kierunku promieniowego są najbardziej podatne na koncentrację naprężeń. Pod wpływem długotrwałych naprężeń zmiennych łatwo jest najpierw wytworzyć mikropęknięcia w tej części, a następnie stopniowo je rozszerzać i ostatecznie spowodować pęknięcie matrycy pierścieniowej.
Powyższa analiza pokazuje, że istnieją dwa główne powody awarii matrycy pierścieniowej w linia do produkcji paszy dla drobiu i zwierząt gospodarskich, Jednym z nich jest zużycie ścierne, a drugim uszkodzenie zmęczeniowe. Zasadnicze uniknięcie awarii matrycy pierścieniowej jest niepraktyczne, a jedynie poprawa jej jakości. zakład produkcji pasz dla zwierząt warunki wytwarzania, produkcji i użytkowania matrycy pierścieniowej, przedłużając w ten sposób żywotność matrycy pierścieniowej i oszczędzając koszty.