Bu yaygın olarak kullanılan yatay halka kalıp hayvan yemi pelet değirmen makinesi anahtar hayvan yemi işleme ekipmanları .. kümes hayvanları hayvancılık yem fabrikası hayvan yemi üretim süreci, ve halka kalıbı halka kalıp iyi performans hayvan yemi peletleyici, ve aynı zamanda en kolay aşınan parçalarından biridir. halka kalıp kümes hayvanları hayvancılık hayvan yemi peletleme değirmeni makinesi. Halka kalıp arızasının nedenlerini inceleyin, halka kalıbın kullanım koşullarını iyileştirin, ürün kalitesini ve çıktısını iyileştirin, enerji tüketimini azaltın (granülasyon enerji tüketimi, tüm atölyenin toplam enerji tüketiminin 30% ila 35%'sini oluşturur) ve üretim maliyetlerini azaltın (halka kalıp kaybı bir Proje maliyeti, tüm üretim atölyesinin dekorasyon maliyetinin 25%-30%'sini oluşturur).
Teorik olarak, bir halka kalıp ve bir çift pres silindiri sırasıyla 2000 ton ve 500 ton pelet üretebilir (yüksek dereceli halka kalıp ve pres silindiri burada dikkate alınmamıştır). Ancak aslında hayvan yemi üretim fabrikaları daha iyi bir yönetimle yalnızca 1.000 tondan fazla ve 250 tondan fazla hayvan yemi değirmen hattı fabrikaları kötü yönetimle, sadece 500 ila 600 ton ve 80 ila 10 ton olsa bile, yeni halka kalıpları ve pres merdanelerini değiştirmek zorundadır. Buradan da görülebileceği üzere, halka kalıbın hizmet ömrünün uzatılması işletmeye önemli faydalar sağlayacaktır. kümes hayvancılığı yem üretim işletmesi.
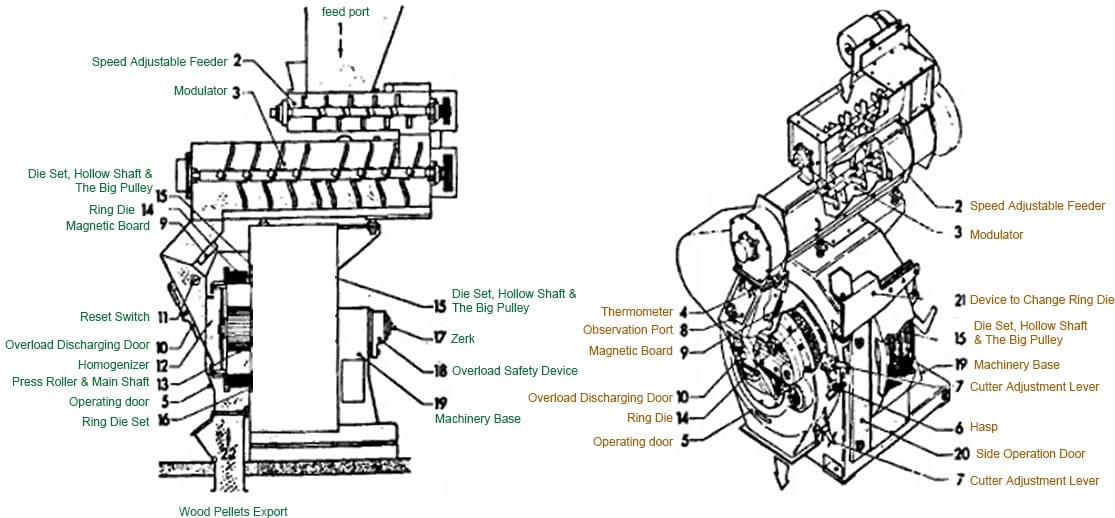
1. Çalışma prensibi
Halka kalıp, dönmesi için bir redüktör aracılığıyla bir motor tarafından tahrik edilir. Halka kalıbına yerleştirilen baskı silindiri dönmez, ancak dönen halka kalıbı ile sürtünerek döner (malzemeyi sıkıştırarak). Presleme odasına giren söndürülmüş ve temperlenmiş malzeme, yayıcı tarafından basınç silindirleri arasında eşit olarak bölünür, basınç silindiri tarafından sıkıştırılır ve sıkıştırılır ve sütunlu parçacıklar oluşturmak ve halka kalıbını takip etmek için halka kalıp deliğinden sürekli olarak ekstrüde edilir Bir daire içinde döner ve halka kalıbının dışına sabit olarak monte edilmiş bir kesici tarafından belirli bir uzunlukta peletler halinde kesilir. Halka kalıbın ve baskı silindirinin herhangi bir temas noktasındaki doğrusal hızı aynıdır ve tüm basıncı granülasyon için kullanılır.
Normal çalışma süreci sırasında, halka kalıp her zaman malzeme ile sürtünmeye sahiptir. Üretim malzemelerinin miktarındaki artışla birlikte, halka kalıp yavaş yavaş aşınır ve sonunda arızaya yol açar. Bu nedenle, halka kalıbın çalışma performansını ölçmek için kullanılan göstergelerden biri de üretim hacmidir. Ancak, gerçekte hayvan yemi üretim hattı üretim süreci, halka kalıpların çoğu teorik üretim kapasitesine ulaşamadan arızalanır. Halka kalıplar pahalı olduğundan, bu durum kullanıcılar için belirli kayıplara neden olmaktadır. Bu makale, halka kalıbın üretim ve kullanım koşulları hakkında önerilerde bulunmak için halka kalıbın başarısızlık nedenlerini analiz etmeyi amaçlamaktadır.
2. Arıza nedenlerinin analizi
Halka kalıbın gerçek arızasına göre, üç kategoriye ayrılabilir. Birinci tip: Halka kalıp bir süre çalıştıktan sonra, deşarjın küçük deliklerinin iç duvarı aşınır, deliğin çapı artar ve üretilen peletlerin çapı belirtilen değeri aşar ve başarısız olur; ikinci tip: Halka kalıbın iç duvarı aşındıktan sonra, iç yüzey şiddetlidir, böylece besleme akışı engellenir, çıktı azalır ve kullanım durdurulur; üçüncü tip: Halka kalıbın iç duvarı aşındıktan sonra, iç çap artar ve duvar kalınlığı azalır. Aynı zamanda, boşaltma deliğinin iç duvarı da aşınır, böylece her boşaltma küçük olur. Delikler arasındaki duvar kalınlığı sürekli incelir, bu nedenle yapısal mukavemet azalır. Boşaltma deliğinin çapı izin verilen belirtilen değere yükselmeden önce (yani, birinci tip arıza olgusu meydana gelmeden önce), en tehlikeli bölümde çatlaklar ve yarıklar ortaya çıkar. Çatlaklar daha geniş bir alana yayılana ve halka kalıp arızasına neden olana kadar genişlemeye devam eder. Yukarıdaki üç arıza olayının temel nedenleri özetlenebilir, birincisi aşındırıcı aşınma ve ikincisi yorulma hasarıdır.

(1) Aşındırıcı aşınma
Normal aşınma ve anormal aşınma dahil olmak üzere aşınmanın birçok nedeni vardır. Normal aşınmanın ana nedenleri malzemenin formülü, kırma boyutu ve tozun kalitesidir. Normal aşınma ve yıpranma altında, halka kalıp eksenel yönde eşit şekilde aşınacak, bu da daha büyük halka kalıp delikleri ve daha ince duvar kalınlığı ile sonuçlanacaktır. Anormal aşınmanın ana nedenleri: basınç silindiri çok sıkı ayarlanmıştır ve halka kalıp arasındaki boşluk küçüktür ve birbirleri aşınır; yayıcının açısı iyi değildir, bu da malzemelerin eşit olmayan dağılımına ve önce bir miktar aşınmaya neden olur; metal kalıba düşer ve aşınır. Bu durumda, halka kalıplar genellikle düzensiz bir şekilde, çoğunlukla bel tamburu şeklinde aşınır.
①Ham malzeme tanecikliliği
Hammaddelerin inceliği orta düzeyde ve tek tip olmalıdır, çünkü hammaddelerin inceliği besleme bileşiminin yüzey alanını belirler. Partikül boyutu ne kadar ince olursa, yüzey alanı o kadar büyük olur ve malzeme buhardaki nemi o kadar hızlı emer, bu da şartlandırma ve partikül oluşumu için faydalıdır. Hammadde partikül boyutunun çok kaba olması kalıbın aşınmasını artıracak, verimliliğin düşmesine ve enerji tüketiminin artmasına neden olacaktır. Genellikle hammaddelerin ezildikten sonra 8 gözlü elekten geçebilmesi ve 25 gözlü elek üzerindeki içeriğin 35%'yi aşmaması gerekir. Yüksek ham lif içeriğine sahip malzemeler için, belirli bir miktar gres eklenmesi, kırma işlemi sırasında malzeme ile halka kalıp arasındaki sürtünmeyi azaltabilir. yem peletleme süreci, Bu, malzemenin halka kalıptan geçmesi için faydalıdır ve şekillendirmeden sonra parçacıkların görünümü daha pürüzsüzdür.
② Hammaddelerin safsızlık içeriği
Malzemedeki aşırı kum ve demir kirlilikleri kalıbın aşınmasını hızlandıracaktır. Bu nedenle hammaddelerin temizlenmesi çok önemlidir. Şu anda, çoğu kümes hayvanı yemi pelet üretim tesisi, hammaddelerdeki demir safsızlıklarının giderilmesine daha fazla dikkat etmektedir, çünkü demir malzemeler kalıba, silindire ve hatta ekipmana güçlü hasar verebilir. Ancak, kum ve çakıl kirliliklerinin giderilmesi üzerinde durulmamaktadır. Bu nokta granülatör kullanıcılarının dikkatini çekmelidir.
③ Buhar ekleme
Malzemeye buhar eklenmesi malzemeyi yumuşatabilir, malzemedeki yağ içeren hücre dokusunu bölebilir ve yağı serbest bir duruma getirebilir, bu da yağlama sırasında yağlayıcı bir etki yapar. kanatlı hayvan yemi granülasyon işlemi, Böylece kalıp üzerindeki malzemenin aşınması azaltılır ve kümes hayvanları ve hayvancılık hayvan yemi peletleme makinesi çıktı. Genel olarak, buhar ekleme basıncı 0,2~0,4MPa arasında olmalıdır. Basınç seviyesi sıkıştırılmış malzeme türlerine göre değişir. Daha yüksek protein içeriğine sahip malzemeler için buhar basıncı biraz daha düşük olmalıdır. Daha fazla lif içeren malzemeler için buhar basıncı biraz kullanılabilir. Daha uzun. Buhar eklenmesi, malzemenin su içeriğinin 16%-17%'ye ulaşmasını sağlamalı ve su verme ve temperlemeden sonra malzemenin sıcaklığı 78~87 ~ C'de olmalıdır.
④ Halka kalıp ile baskı silindiri arasındaki boşluk
Halka kalıp ve baskı silindiri arasındaki boşluk çok küçükse, halka kalıp ve baskı silindiri yüzeyinin aşınmasını hızlandıracaktır, özellikle de rölanti döneminde kümes hayvanları hayvan yemi kırma presi başlatılır ve durdurulur. Halka kalıp ve baskı silindiri yüzeyinin yuvarlaklık hatası ve çalışma yüzeyi ile montaj yüzeyi arasındaki eş eksenlilik hatası dikkate alındığında, küçük çaplı parçacıkları bastırmak için halka kalıp ve baskı silindiri arasındaki boşluk genellikle 0,2 ~ 0,4 mm'dir Yeni bir halka kalıp beslerken veya kullanırken küçük bir değer kullanın.
⑤ Serpme makinesinin montaj açısı
Dağıtıcının yanlış montaj açısı, malzemenin halka kalıp ve baskı silindiri arasında eşit olmayan bir şekilde dağılmasına neden olacaktır. Bu nedenle, ekstrüzyona girerken, halka kalıp ve baskı silindiri arasındaki ekstrüzyon gerilimi ve sürtünme kuvveti eksenel yön boyunca tekdüze görünmez ve sonunda halka kalıbın ve baskı silindirinin aşınması eşit olmayan bir şekilde dağılır.

(2) Yorulma arızası
Halka kalıbı kümes hayvanları hayvan yemi pelet granülatör ekipmanı gözenekli halka şeklinde bir parçadır. Çalışma koşulları kötüdür. Kullanım süreci boyunca silindirin sıkma kuvvetini ve malzemenin sürtünme kuvvetini uzun süre taşıyarak eğilme gerilimi ve temas basıncı gerilimi üretmesine neden olur. Bununla birlikte, bu gerilmeler halka kalıbın ömrünü etkileyen faktörler değildir ve ana arıza modu yorulma arızasından kaynaklanır. Halka kalıp, peletleme işlemi sırasında alternatif etkilere maruz kalır, bu da alternatif stresinin asimetrik olarak döngüsel olduğunu ve halka kalıbın genellikle yorulma arızasına uğradığını gösterir. Bu, gerçek kullanımdaki halka kalıbın arıza sonuçlarıyla tutarlıdır. Bu temelde, halka kalıbın bükülme direncini ve verimliliğini artırmak için halka kalıbın genişliğinin, kalınlığının ve iç çapının uygun şekilde artırılması önerilmektedir. Aynı zamanda, iç çapın ve etkili ekstrüzyon uzunluğunun artırılması, halka kalıbın temas basıncı gerilimini önemli ölçüde azaltabilir.
Halka kalıbın gerilme koşullarını etkili bir şekilde iyileştirmek için, halka kalıbın dış boyutlarını değiştirmenin yanı sıra, uygun malzemeleri ve ısıl işlem teknolojisini seçmek ve halka kalıbın yüzey açılma oranını tasarlamak da mümkündür.
Halka kalıp genellikle dövme, kesme, delme, ısıl işlem ve diğer işlemler yoluyla karbon (alaşımlı) çelik veya paslanmaz çelikten yapılır. Halka kalıp delindiğinde, her deliğin kalitesini sağlamak için çok delikli bir tabanca matkabı kullanılmalıdır. Isıl işlem sırasında, daha yüksek sertlik elde etmek için sıradan ekipmanlarda sıklıkla meydana gelen yüzey oksidasyonunu ve dekarbürizasyonu önlemek için vakumlu su verme ekipmanı kullanılmalıdır.
Halka kalıbın yüzeyinin açılma oranı, kalıp çıkışını doğrudan etkiler. kümes hayvanları ve çiftlik hayvanları yemi için peletleyici ve halka kalıbın mukavemeti. Açılma oranı büyüktür, granülatörün çıktısı yüksektir ve halka kalıbın mukavemeti düşüktür; aksine, halka kalıbın mukavemeti artar ve halka kalıp kümes hayvanı yem pelet yapma makinesinin çıktısı azalır. Malzeme seçimi ve halka kalıp boyutundaki farklılık nedeniyle, çıktısını ve hizmet ömrünü daha iyi koordine etmek için uygun bir halka kalıp deliği açma oranı değeri elde etmek hala zordur. Kalıp deliği çapı 2-12 mm olan bir halka kalıp için, kalıp deliği açılma oranı genellikle 20% ile 30% arasında seçilmelidir. Kalıp deliği ne kadar küçük olursa, delik oranı o kadar küçük olur ve tam tersi, delik oranı o kadar büyük olur. Seçilen halka kalıp malzemesine, halka kalıp yapısına ve boyutuna göre, hayvan yemi pelet değirmeni üreticisi, halka kalıbın yük sırasında çatlamasını ve hizmet ömrünü kısaltmasını önlemek için yeterli mukavemete sahip olmasını sağlamak üzere halka kalıp açılma oranının boyutunu belirlemek için ardışık yaklaşım test yöntemini benimseyebilir. .
Halka kalıbın şekli ve yapısı tasarlanırken, halka kalıbın dış yüzeyinde radyal yön boyunca dağıtılan olukların sayısı en aza indirilmeli ve derinliği azaltılmalıdır. Çünkü radyal yön boyunca dağıtılan oluklar stres konsantrasyonuna en yatkın olanlardır. Uzun süreli alternatif stresin etkisi altında, bu kısımda önce mikro çatlaklar üretmek ve ardından kademeli olarak genişlemek ve sonunda halka kalıbın kırılmasına neden olmak kolaydır.
Yukarıdaki analiz, halka kalıbın başarısız olmasının iki ana nedeni olduğunu göstermektedir kümes hayvanları hayvancılık hayvan yemi hattı üretim süreci, Bunlardan biri aşındırıcı aşınma, diğeri ise yorulma hasarıdır. Halka kalıbın arızalanmasını temel olarak önlemek pratik değildir ve yalnızca hayvan yemi tesisi Halka kalıbın imalat, üretim ve kullanım koşulları, böylece halka kalıbın hizmet ömrünü uzatır ve maliyet tasarrufu sağlar.