O máquina de pelotização de ração animal com matriz de anel horizontal amplamente utilizada é a chave equipamento de processamento de alimentos para animais do fábrica de rações para aves de capoeira e gado processo de produção de rações para animais, e o coto do anel é a parte do coração do matriz de anel bom desempenho pelletizador de ração animal, e é também uma das partes mais facilmente desgastadas do máquina de moagem de pellets para aves de capoeira e gado. Estudar as causas da falha da matriz de anel, melhorar as condições de utilização da matriz de anel, melhorar a qualidade e o rendimento do produto, reduzir o consumo de energia (o consumo de energia de granulação representa 30% a 35% do consumo total de energia de toda a oficina) e reduzir os custos de produção (perda de matriz de anel um O custo do projeto representa 25%-30% do custo de decoração de toda a oficina de produção).
Teoricamente, uma matriz de anel e um par de rolos de prensa podem produzir pellets de 2000 toneladas e 500 toneladas, respetivamente (a matriz de anel de alta qualidade e o rolo de prensa não são considerados aqui). Mas, de facto, a fábricas de produção de alimentos para animais com melhor gestão só têm mais de 1.000 toneladas e mais de 250 toneladas; e os fábricas de linhas de produção de alimentos para animais com uma má gestão, mesmo com apenas 500 a 600 toneladas e 80 a 10 toneladas, têm de substituir novas matrizes circulares e rolos de prensa. Pode ver-se que o prolongamento da vida útil do molde de anel trará benefícios consideráveis para a empresa de produção de alimentos para aves de capoeira e animais.
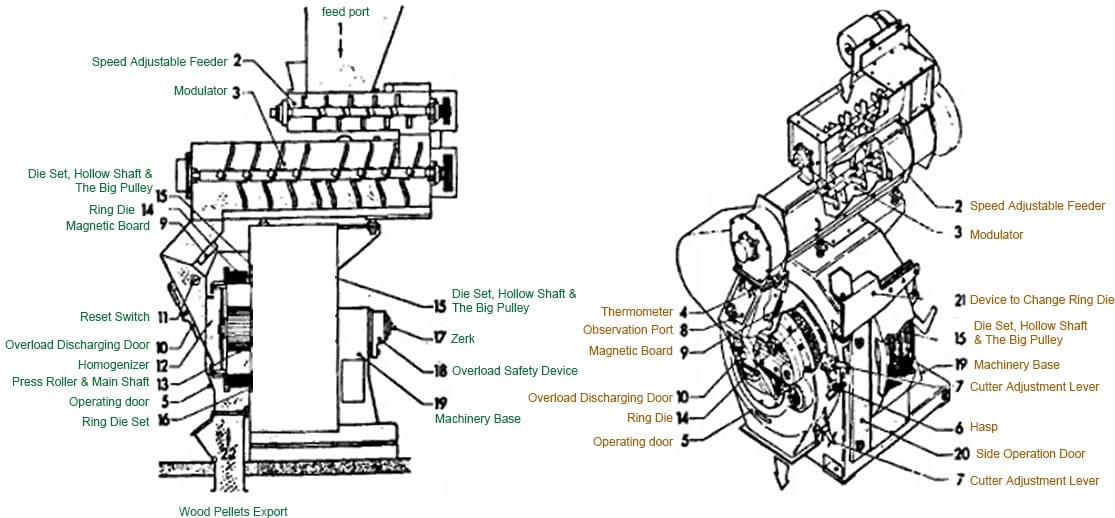
1. Princípio de funcionamento
A matriz anelar é acionada por um motor através de um redutor para rodar. O rolo de pressão instalado na matriz anelar não gira, mas roda por fricção com a matriz anelar em rotação (compactando o material). O material temperado que entra na câmara de prensagem é dividido uniformemente entre os rolos de pressão pelo espalhador, é fixado e espremido pelo rolo de pressão e é continuamente extrudido através do orifício do molde anelar para formar partículas colunares e seguir o molde anelar. A velocidade linear da matriz anelar e do rolo de pressão em qualquer ponto de contacto é a mesma, e toda a sua pressão é utilizada para a granulação.
Durante o processo normal de trabalho, a matriz de anel tem sempre fricção com o material. Com o aumento da quantidade de materiais de produção, o molde anelar desgasta-se gradualmente e acaba por falhar. Por conseguinte, um dos indicadores para medir o desempenho de trabalho do molde de anel é o volume de produção. No entanto, na realidade linha de produção de alimentos para animais processo de produção, Como a maioria dos moldes para anéis falha antes de atingir a capacidade de produção teórica, este facto causa alguns prejuízos aos utilizadores. Uma vez que os moldes para anéis são dispendiosos, isto causa algumas perdas aos utilizadores. Este artigo pretende analisar as razões para a falha do molde circular, de modo a fazer recomendações sobre as condições de fabrico e utilização do molde circular.
2. Análise das causas das falhas
A partir da falha efectiva da matriz de anel, esta pode ser dividida em três categorias. O primeiro tipo: Depois de a matriz em anel ter estado a trabalhar durante um período de tempo, a parede interior dos pequenos orifícios da descarga está gasta, o diâmetro do orifício aumenta e o diâmetro dos pellets produzidos excede o valor especificado e falha; o segundo tipo: Após o desgaste da parede interna da matriz do anel, a superfície interna é severa, de modo que o fluxo de alimentação é bloqueado, a saída é reduzida e o uso é interrompido; o terceiro tipo: Após o desgaste da parede interna da matriz de anel, o diâmetro interno é aumentado e a espessura da parede é reduzida. Ao mesmo tempo, a parede interna do orifício de descarga também se desgasta, de modo que cada descarga é pequena. A espessura da parede entre os orifícios está constantemente a diminuir, pelo que a resistência estrutural diminui. Antes que o diâmetro do orifício de descarga aumente para o valor especificado permitido (ou seja, antes que ocorra o primeiro tipo de fenômeno de falha), rachaduras e rachaduras aparecem na seção mais perigosa. Continuam a expandir-se até que as fissuras se estendam a uma área maior e causem a falha da matriz do anel. As razões substantivas para os três fenómenos de falha acima referidos podem ser resumidas, o primeiro é o desgaste abrasivo e o segundo é o dano por fadiga.

(1) Desgaste abrasivo
Há muitas razões para o desgaste, incluindo o desgaste normal e o desgaste anormal. As principais razões para o desgaste normal são a fórmula do material, o tamanho da trituração e a qualidade do pó. Sob desgaste normal, a matriz do anel será uniformemente desgastada na direção axial, resultando em orifícios de matriz de anel maiores e espessura de parede mais fina. As principais razões para o desgaste anormal: o rolo de pressão é ajustado com demasiada força, e o espaço entre a matriz do anel é pequeno, e cada um se desgasta; o ângulo do espalhador não é bom, o que causa uma distribuição desigual dos materiais e algum desgaste primeiro; o metal cai na matriz e desgasta-se. Neste caso, os moldes dos anéis são frequentemente desgastados de forma irregular, principalmente na forma de um tambor de cintura.
①Granularidade do material bruto
A finura das matérias-primas deve ser moderada e uniforme, porque a finura das matérias-primas determina a área de superfície da composição da alimentação. Quanto mais fino for o tamanho das partículas, maior será a área de superfície e mais rapidamente o material absorve a humidade do vapor, o que é benéfico para o condicionamento e a formação de partículas. Se o tamanho das partículas da matéria-prima for demasiado grosseiro, aumentará o desgaste da matriz e fará com que a produtividade diminua e o consumo de energia aumente. Geralmente, é necessário que as matérias-primas possam passar pelo crivo de 8 malhas após serem trituradas, e o conteúdo no crivo de 25 malhas não deve exceder 35%. Para materiais com elevado teor de fibra bruta, a adição de uma certa quantidade de massa lubrificante pode reduzir a fricção entre o material e a matriz de anel durante o processo de trituração. processo de granulação de rações, O que é benéfico para o material passar através da matriz em anel, e o aspeto das partículas após a formação é mais suave.
②O teor de impurezas das matérias-primas
O excesso de areia e de impurezas de ferro no material acelera o desgaste da matriz. Por conseguinte, a limpeza das matérias-primas é muito importante. Atualmente, a maioria das fábricas de pellets de ração para aves de capoeira presta mais atenção à remoção das impurezas de ferro nas matérias-primas, porque os materiais de ferro podem causar grandes danos à matriz, ao rolo e até ao equipamento. No entanto, a remoção das impurezas da areia e do cascalho não é realçada. Este ponto deve despertar a atenção dos utilizadores de granuladores.
③ Adição de vapor
A adição de vapor ao material pode amolecer o material, dividir o tecido celular que contém óleo no material e tornar o óleo num estado livre, o que desempenha um efeito lubrificante durante a processo de granulação de alimentos para aves de capoeira e gado, reduzindo assim o desgaste do material na matriz e melhorando a máquina de granulação de alimentos para aves e animais de criação saída. Geralmente, a pressão de adição de vapor deve situar-se entre 0,2~0,4MPa. O nível de pressão varia consoante os tipos de materiais comprimidos. Para materiais com maior teor de proteína, a pressão do vapor deve ser ligeiramente inferior. Para materiais com mais fibra, a pressão do vapor pode ser usada ligeiramente. Mais alto. A adição de vapor deve fazer com que o teor de água do material atinja 16%-17%, e a temperatura do material após a têmpera e revenimento deve ser de 78 ~ 87 ~ C.
④Desnível entre a matriz de anel e o rolo de pressão
Se a folga entre o molde do anel e o rolo de pressão for demasiado pequena, acelerará o desgaste da superfície do molde do anel e do rolo de pressão, especialmente durante o período de marcha lenta quando o prensa granuladora de alimentos para aves de capoeira e gado é iniciado e parado. Tendo EM conta o erro de arredondamento Da superfície do anel morrer e do Rolo de pressão e o erro de coaxialidade entre a superfície de trabalho e a superfície de montagem, a lacuna entre o anel morrer e o Rolo de pressão é geralmente 0.2~0.4mm para suprimir partículas de pequeno diâmetro Use um pequeno valor Ao alimentar ou USAR um novo anel morrer.
⑤O ângulo de instalação do espalhador
O ângulo de instalação incorreto do espalhador causará uma distribuição desigual do material entre a matriz do anel e o rolo de pressão. Por conseguinte, ao entrar na extrusão, a tensão de extrusão e a força de fricção entre a matriz anelar e o rolo de pressão parecem não uniformes ao longo da direção axial e, eventualmente, o desgaste da matriz anelar e do rolo de pressão é distribuído de forma desigual.

(2) Falha por fadiga
O cunho do anel do equipamento granulador de ração para aves de capoeira e gado é uma peça porosa em forma de anel. As condições de trabalho são más. Suporta a força de compressão do rolo e a força de fricção do material durante muito tempo durante o processo de utilização, fazendo com que produza tensão de flexão e tensão de pressão de contacto. No entanto, estas tensões não são factores que afectam a vida útil do molde de anel, e o principal modo de falha é a falha por fadiga. O molde de anel é sujeito a efeitos alternados durante o processo de peletização, o que indica que a sua tensão alternada é assimetricamente cíclica, e o molde de anel sofre normalmente uma falha por fadiga. Isto é consistente com os resultados de falha do molde de anel em uso efetivo. Nesta base, propõe-se aumentar adequadamente a largura, a espessura e o diâmetro interior do molde de anel para melhorar a resistência à flexão e a produtividade do molde de anel. Ao mesmo tempo, o aumento do diâmetro interior e do comprimento efetivo de extrusão pode reduzir significativamente a tensão de pressão de contacto da matriz em anel.
Para melhorar eficazmente as condições de tensão da matriz em anel, para além de alterar as dimensões exteriores da matriz em anel, é também possível selecionar materiais adequados e tecnologia de tratamento térmico, e conceber a taxa de abertura da superfície da matriz em anel.
O molde de anel é normalmente fabricado em aço carbono (liga) ou aço inoxidável através de forjamento, corte, perfuração, tratamento térmico e outros processos. Quando o molde do anel é perfurado, deve ser utilizada uma broca de pistola com vários furos para garantir a qualidade de cada furo. Durante o tratamento térmico, deve ser utilizado equipamento de têmpera a vácuo para evitar a oxidação da superfície e a descarbonetação que ocorre frequentemente em equipamento normal, de modo a obter uma dureza mais elevada.
A taxa de abertura da superfície da matriz de anel afecta diretamente o rendimento da peletizador para alimentos para aves de capoeira e gado e a resistência da matriz em anel. A taxa de abertura é grande, a produção do granulador é elevada, e a resistência da matriz em anel é baixa; pelo contrário, a resistência da matriz em anel é aumentada, e a produção da máquina de fabrico de pellets de ração para aves de capoeira e gado é reduzida. Devido à diferença na seleção do material e no tamanho da matriz do anel, continua a ser difícil obter um valor adequado da taxa de abertura do furo da matriz do anel para coordenar melhor a sua produção e vida útil. Para uma matriz de anel com um diâmetro de furo de 2-12mm, a taxa de abertura do furo deve ser geralmente selecionada entre 20% e 30%. Quanto mais pequeno for o furo, menor será a relação de furo, e vice-versa, maior será a relação de furo. De acordo com o material selecionado para a matriz do anel, a estrutura e o tamanho da matriz do anel, o fabricante da peletizadora de ração animal pode adotar o método de teste de abordagem sucessiva para determinar o tamanho da taxa de abertura da matriz do anel para garantir que a matriz do anel tem resistência suficiente para evitar que rache durante a carga e encurte a sua vida útil .
Ao conceber a forma e a estrutura da matriz em anel, o número de ranhuras distribuídas ao longo da direção radial na superfície exterior da matriz em anel deve ser minimizado e a sua profundidade deve ser reduzida. Porque as ranhuras distribuídas ao longo da direção radial são as mais propensas à concentração de tensões. Sob a ação de tensões alternadas a longo prazo, é fácil produzir microfissuras nesta parte, primeiro, e depois expandir-se gradualmente e, por fim, causar a fratura da matriz do anel.
A análise acima mostra que existem duas razões principais para a falha da matriz de anel na linha de produção de rações para aves de capoeira e gado, Um é o desgaste abrasivo e o outro é o dano por fadiga. É impraticável evitar fundamentalmente a falha da matriz de anel, e apenas melhorar a fábrica de alimentos para animais condições de fabrico, produção e utilização do molde de anel, prolongando assim a vida útil do molde de anel e poupando custos.