En molino de pellets horizontal para piensos es la clave equipos de procesamiento de piensos de la molino de piensos para aves de corral proceso de producción de piensos, y el troquel anular es la parte del corazón del granuladora de piensos con matriz anular de alto rendimiento, Además, es una de las partes que más fácilmente se desgastan. anillo muere aves de corral ganado alimentación animal granulación molino de la máquina. Estudiar las causas del fallo del troquel anular, mejorar las condiciones de uso del troquel anular, mejorar la calidad y el rendimiento del producto, reducir el consumo de energía (el consumo de energía de la granulación representa de 30% a 35% del consumo total de energía de todo el taller) y reducir los costes de producción (la pérdida del troquel anular uno El coste del proyecto representa de 25% a 30% del coste de decoración de todo el taller de producción).
Teóricamente, un troquel de anillo y un par de rodillos de prensa pueden producir pellets de 2000 toneladas y 500 toneladas respectivamente (aquí no se consideran el troquel de anillo y el rodillo de prensa de alta calidad). Pero, de hecho, la fábricas de producción de piensos con mejor gestión sólo tienen más de 1.000 toneladas y más de 250 toneladas; y las fábricas de piensos con una gestión deficiente, incluso con sólo 500 a 600 toneladas y 80 a 10 toneladas, tienen que sustituir nuevos troqueles de anillo y rodillos de prensa. De ello se desprende que la prolongación de la vida útil del troquel de anillo aportará considerables beneficios a la empresa de producción de piensos para aves de corral.
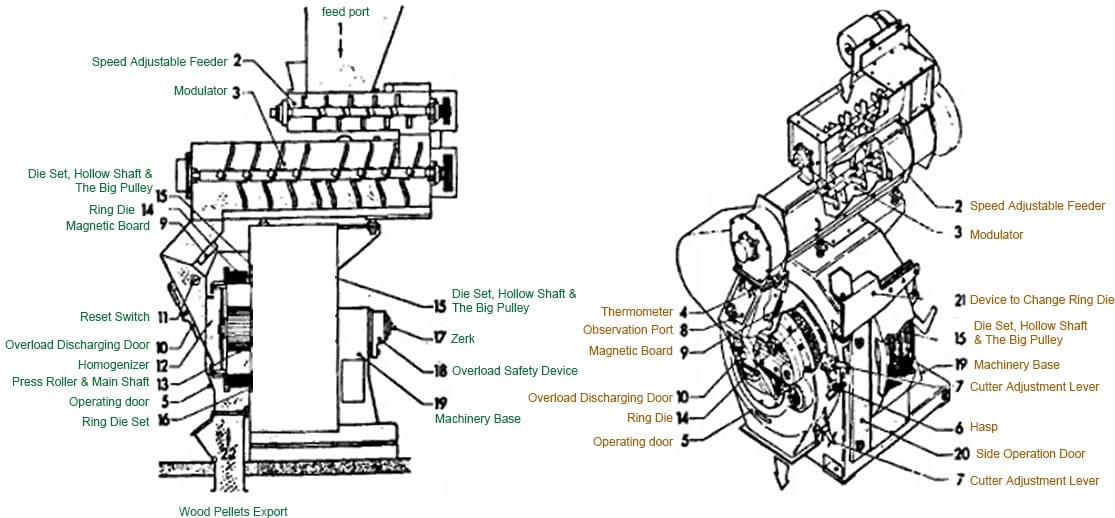
1. Principio de funcionamiento
El troquel anular es accionado por un motor a través de un reductor para girar. El rodillo de presión instalado en la matriz anular no gira, sino que gira por fricción con la matriz anular giratoria (compactando el material). El material templado y revenido que entra en la cámara de prensado es repartido uniformemente entre los rodillos de presión por el esparcidor, es sujetado y exprimido por el rodillo de presión, y es extruido continuamente a través del orificio del troquel anular para formar partículas columnares y seguir al troquel anular Gira en círculo y es cortado en gránulos de una longitud determinada por una cortadora instalada fijamente fuera del troquel anular. La velocidad lineal del troquel anular y del rodillo de presión en cualquier punto de contacto es la misma, y toda su presión se utiliza para la granulación.
Durante el proceso normal de trabajo, el troquel anular siempre tiene fricción con el material. Con el aumento de la cantidad de materiales de producción, el troquel de anillo se desgasta gradualmente y, finalmente, conduce al fracaso. Por lo tanto, uno de los indicadores para medir el rendimiento de trabajo del troquel de anillo es el volumen de producción. Sin embargo, en la realidad línea de fabricación de piensos proceso de producción, En la mayoría de los casos, los moldes de anillo fallan antes de alcanzar la capacidad de producción teórica. Dado que los moldes de anillo son caros, esto ocasiona ciertas pérdidas a los usuarios. Este artículo pretende analizar las razones del fallo del troquel de anillo, con el fin de hacer recomendaciones sobre las condiciones de fabricación y uso del troquel de anillo.
2. Análisis de los motivos de los fallos
A partir del fallo real del troquel anular, puede dividirse en tres categorías. El primer tipo: Después de que el troquel de anillo ha estado trabajando durante un período de tiempo, la pared interior de los pequeños agujeros de la descarga está desgastada, el diámetro del agujero aumenta, y el diámetro de los pellets producidos excede el valor especificado y falla; el segundo tipo: Después de que la pared interior de la matriz anular se desgaste, la superficie interior es severa , De modo que el flujo de alimentación se bloquea, la producción se reduce y el uso se detiene; el tercer tipo: Tras el desgaste de la pared interior de la matriz anular, el diámetro interior aumenta y el grosor de la pared se reduce. Al mismo tiempo, la pared interior del orificio de descarga también se desgasta, por lo que cada descarga es pequeña. El grosor de la pared entre los orificios se adelgaza constantemente, por lo que la resistencia estructural disminuye. Antes de que el diámetro del orificio de descarga aumente hasta el valor especificado admisible (es decir, antes de que se produzca el primer tipo de fenómeno de fallo), aparecen grietas y fisuras en la sección más peligrosa. Continúan expandiéndose hasta que las grietas se extienden a un área mayor y provocan el fallo de la matriz anular. Las razones de fondo de los tres fenómenos de fallo anteriores se pueden resumir, la primera es el desgaste por abrasión, y la segunda es el daño por fatiga.

(1) Desgaste abrasivo
Hay muchas razones para el desgaste, incluido el desgaste normal y el desgaste anormal. Las principales razones del desgaste normal son la fórmula del material, el tamaño de trituración y la calidad del polvo. En caso de desgaste normal, la matriz anular se desgastará uniformemente en dirección axial, lo que dará lugar a orificios de matriz anular más grandes y a un grosor de pared más fino. Las principales razones del desgaste anormal: el rodillo de presión está ajustado con demasiada fuerza, y la separación entre el troquel anular es pequeña, y se desgastan mutuamente; el ángulo del esparcidor no es bueno, lo que provoca una distribución desigual de los materiales y un cierto desgaste primero; el metal cae en el troquel y se desgasta. En este caso, los moldes anulares suelen desgastarse de forma irregular, sobre todo en forma de tambor de cintura.
①Granularidad del material en bruto
La finura de las materias primas debe ser moderada y uniforme, porque la finura de las materias primas determina la superficie de la composición de la alimentación. Cuanto más fino sea el tamaño de las partículas, mayor será el área de superficie, y más rápido absorberá el material la humedad del vapor, lo que es beneficioso para el acondicionamiento y la formación de partículas. Si el tamaño de las partículas de materia prima es demasiado grueso, aumentará el desgaste de la matriz, y hará que disminuya la productividad y aumente el consumo de energía. Por lo general, se requiere que las materias primas puedan pasar a través del tamiz de malla 8 después de ser trituradas, y el contenido en el tamiz de malla 25 no debe superar los 35%. En el caso de materiales con un alto contenido de fibra bruta, la adición de una cierta cantidad de grasa puede reducir la fricción entre el material y la matriz anular durante el proceso de peletización de piensos, lo que es beneficioso para que el material pase a través de la matriz anular, y el aspecto de las partículas después del conformado es más suave.
②El contenido de impurezas de las materias primas.
Un exceso de arena e impurezas de hierro en el material acelerará el desgaste de la matriz. Por lo tanto, la limpieza de las materias primas es muy importante. En la actualidad, la mayoría de las plantas de fabricación de pellets de pienso para aves de corral prestan más atención a la eliminación de impurezas de hierro en las materias primas, porque los materiales de hierro pueden causar fuertes daños a la matriz, el rodillo e incluso el equipo. Sin embargo, no se hace hincapié en la eliminación de impurezas de arena y grava. Este punto debe despertar la atención de los usuarios de granuladoras.
③ Añadir vapor
La adición de vapor al material puede ablandar el material, dividir el tejido celular que contiene aceite en el material, y hacer que el aceite esté en un estado libre, lo que desempeña un efecto lubricante durante la producción. proceso de granulación de piensos para aves de corral y ganado, reduciendo así el desgaste del material en la matriz y mejorando la granuladora de piensos para aves de corral y ganado salida. Generalmente, la presión de adición de vapor debe estar entre 0,2~0,4MPa. El nivel de presión varía según los tipos de materiales comprimidos. Para materiales con mayor contenido de proteínas, la presión de vapor debe ser ligeramente inferior. Para los materiales con más fibra, la presión de vapor puede ser utilizada ligeramente. Más alto. La adición de vapor debe hacer que el contenido de agua del material alcance 16%-17%, y la temperatura del material después del temple y revenido debe estar en 78~87~C.
④Desfase entre la matriz anular y el rodillo de presión
Si la separación entre el troquel anular y el rodillo de presión es demasiado pequeña, se acelerará el desgaste de la superficie del troquel anular y del rodillo de presión, especialmente durante el periodo de ralentí cuando el prensa granuladora de piensos para aves de corral y ganado se pone en marcha y se detiene. Teniendo en cuenta el error de redondez de la superficie del troquel anular y el rodillo de prensado y el error de coaxialidad entre la superficie de trabajo y la superficie de montaje, la separación entre el troquel anular y el rodillo de prensado es generalmente de 0,2~0,4mm para suprimir las partículas de pequeño diámetro Utilice un valor pequeño cuando alimente o utilice un nuevo troquel anular.
⑤El ángulo de instalación del esparcidor.
El ángulo de instalación incorrecto del esparcidor causará una distribución desigual del material entre el troquel de anillo y el rodillo de presión. Por lo tanto, al entrar en la extrusión, la tensión de extrusión y la fuerza de fricción entre el troquel de anillo y el rodillo de presión aparecen no uniforme a lo largo de la dirección axial, y, finalmente, el desgaste del troquel de anillo y el rodillo de presión se distribuye de manera desigual.

(2) Fallo por fatiga
El troquel anular del granulador de piensos para aves de corral y ganado es una pieza porosa en forma de anillo. Las condiciones de trabajo son malas. Soporta la fuerza de apriete del rodillo y la fuerza de fricción del material durante mucho tiempo durante el proceso de uso, lo que hace que produzca tensiones de flexión y tensiones de presión de contacto. Sin embargo, estas tensiones no son factores que afecten a la vida útil del troquel anular, y el principal modo de fallo es por fatiga. La matriz anular está sometida a efectos alternantes durante el proceso de granulado, lo que indica que su tensión alternante es cíclica asimétrica, y la matriz anular suele sufrir fallos por fatiga. Esto concuerda con los resultados de fallo de la matriz anular en uso real. Sobre esta base, se propone aumentar adecuadamente la anchura, el grosor y el diámetro interior de la matriz anular para mejorar la resistencia a la flexión y la productividad de la matriz anular. Al mismo tiempo, el aumento del diámetro interior y de la longitud efectiva de extrusión puede reducir significativamente la tensión de presión de contacto de la matriz anular.
Para mejorar eficazmente las condiciones de tensión de la matriz anular, además de cambiar las dimensiones exteriores de la matriz anular, también es posible seleccionar los materiales y la tecnología de tratamiento térmico adecuados, y diseñar la tasa de apertura superficial de la matriz anular.
La matriz anular suele fabricarse con acero al carbono (aleado) o acero inoxidable mediante forja, corte, taladrado, tratamiento térmico y otros procesos. Cuando se taladra el troquel anular, debe utilizarse un taladro de pistola de múltiples orificios para garantizar la calidad de cada orificio. Durante el tratamiento térmico, debe utilizarse un equipo de temple al vacío para evitar la oxidación superficial y la descarburación que suelen producirse en los equipos ordinarios, a fin de obtener una mayor dureza.
La tasa de apertura de la superficie de la matriz anular afecta directamente a la salida de la granuladora de piensos para aves de corral y ganado y la resistencia del troquel anular. Si la tasa de apertura es grande, el rendimiento de la granuladora es alto y la resistencia de la matriz anular es baja; por el contrario, si aumenta la resistencia de la matriz anular, se reduce el rendimiento de la granuladora de piensos para aves de corral. Debido a la diferencia en la selección del material y el tamaño de la matriz anular, sigue siendo difícil obtener un valor adecuado de la tasa de apertura del orificio de la matriz anular para coordinar mejor su rendimiento y vida útil. Para una matriz anular con un diámetro de orificio de 2-12 mm, la tasa de apertura del orificio de la matriz debe seleccionarse generalmente entre 20% y 30%. Cuanto más pequeño sea el orificio del troquel, menor será la relación de orificios, y viceversa, mayor será la relación de orificios. De acuerdo con el material seleccionado para la matriz anular, la estructura y el tamaño de la matriz anular, el fabricante de la granuladora de piensos puede adoptar el método de prueba de aproximación sucesiva para determinar el tamaño de la tasa de apertura de la matriz anular, con el fin de garantizar que la matriz anular tenga la resistencia suficiente para evitar que se agriete durante la carga y acorte su vida útil .
Al diseñar la forma y la estructura de la matriz anular, se debe minimizar el número de ranuras distribuidas a lo largo de la dirección radial en la superficie exterior de la matriz anular y reducir su profundidad. Porque las ranuras distribuidas a lo largo de la dirección radial son las más propensas a la concentración de tensiones. Bajo la acción de la tensión alterna a largo plazo, es fácil que se produzcan microfisuras en esta parte primero, y luego se expandan gradualmente, y finalmente causen la fractura del troquel anular.
El análisis anterior muestra que hay dos razones principales para el fallo del troquel anular en la línea de producción de piensos para aves de corral y ganado, Uno es el desgaste por abrasión y el otro es el daño por fatiga. Es poco práctico evitar fundamentalmente el fallo de la matriz anular, y sólo mejorar la planta de piensos condiciones de fabricación, producción y uso del troquel anular, prolongando así la vida útil del troquel anular y ahorrando costes.