Il macchina per la produzione di pellet di mangimi animali con matrice ad anello orizzontale ampiamente utilizzata è la chiave attrezzature per la lavorazione dei mangimi animali del processo di produzione di mangimi per animali del mulino del pollame, e la matrice ad anello è la parte centrale del anello morire pellettizzatore mangime animale buone prestazioni, ed è anche una delle parti più facilmente soggette a usura del anello morire pollame bestiame animale alimentazione pellet macchina mulino. Studiare le cause dei guasti alla filiera, migliorare le condizioni di utilizzo della filiera, migliorare la qualità e la resa del prodotto, ridurre il consumo energetico (il consumo di energia per la granulazione rappresenta da 30% a 35% del consumo energetico totale dell'intera officina) e ridurre i costi di produzione (la perdita della filiera rappresenta 25%-30% del costo di decorazione dell'intera officina di produzione).
In teoria, una matrice ad anello e una coppia di rulli pressori possono produrre pellet rispettivamente di 2000 e 500 tonnellate (la matrice ad anello e il rullo pressore di alta qualità non sono considerati in questa sede). Ma in realtà, la fabbriche di produzione di mangimi per animali con una migliore gestione hanno solo più di 1.000 tonnellate e più di 250 tonnellate; e le fabbriche di linee di mangimi per animali con una cattiva gestione, anche con sole 500-600 tonnellate e 80-10 tonnellate, devono sostituire nuove matrici ad anello e rulli pressori. Da ciò si evince che l'allungamento della vita utile della matrice ad anello porterà notevoli vantaggi alla impresa di produzione di mangimi per pollame e bestiame.
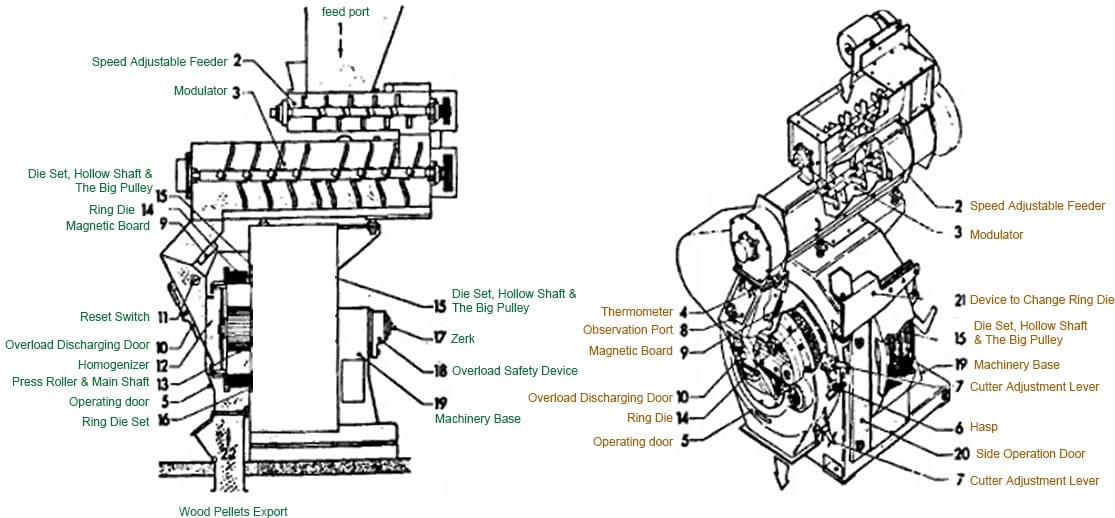
1. Principio di funzionamento
La matrice ad anello viene azionata da un motore attraverso un riduttore per ruotare. Il rullo di pressione installato nello stampo ad anello non ruota, ma ruota per attrito con lo stampo ad anello rotante (compattando il materiale). Il materiale temprato e rinvenuto che entra nella camera di pressatura viene diviso uniformemente tra i rulli di pressione dallo spargitore, viene bloccato e schiacciato dal rullo di pressione e viene continuamente estruso attraverso il foro della matrice ad anello per formare particelle colonnari e seguire la matrice ad anello Ruota in cerchio e viene tagliato in pellet di una certa lunghezza da una fresa installata in modo fisso all'esterno della matrice ad anello. La velocità lineare della matrice ad anello e del rullo pressore in qualsiasi punto di contatto è la stessa e tutta la pressione viene utilizzata per la granulazione.
Durante il normale processo di lavoro, la matrice ad anello ha sempre un attrito con il materiale. Con l'aumento della quantità di materiale prodotto, la matrice ad anello si consuma gradualmente e alla fine si guasta. Pertanto, uno degli indicatori per misurare le prestazioni di lavoro della filiera è il volume di produzione. Tuttavia, nella realtà processo di produzione della linea di alimentazione animale, La maggior parte degli stampi ad anello fallisce prima di raggiungere la capacità produttiva teorica. Poiché gli stampi ad anello sono costosi, ciò causa alcune perdite per gli utenti. Questo articolo intende analizzare le ragioni del fallimento dello stampo ad anello, in modo da formulare raccomandazioni sulle condizioni di produzione e di utilizzo dello stampo ad anello.
2. Analisi delle ragioni dei guasti
In base al guasto effettivo della matrice ad anello, è possibile suddividerla in tre categorie. Il primo tipo: Dopo che la matrice ad anello ha lavorato per un certo periodo di tempo, la parete interna dei piccoli fori di scarico è usurata, il diametro del foro aumenta e il diametro dei pellet prodotti supera il valore specificato e fallisce; il secondo tipo: Dopo l'usura della parete interna della matrice ad anello, la superficie interna è grave, per cui il flusso di alimentazione è bloccato, la produzione è ridotta e l'uso è interrotto; il terzo tipo: Dopo l'usura della parete interna dello stampo ad anello, il diametro interno aumenta e lo spessore della parete si riduce. Allo stesso tempo, si consuma anche la parete interna del foro di scarico, per cui ogni scarico è piccolo. Lo spessore della parete tra i fori si assottiglia costantemente e la resistenza strutturale diminuisce. Prima che il diametro del foro di scarico aumenti fino al valore specificato ammissibile (cioè prima che si verifichi il primo tipo di fenomeno di guasto), compaiono cricche e fessure sulla sezione più pericolosa. Continuano a espandersi fino a quando le cricche si estendono a un'area più ampia e causano il cedimento della matrice ad anello. Le ragioni sostanziali dei tre fenomeni di cedimento di cui sopra possono essere riassunte: il primo è l'usura abrasiva e il secondo è il danno da fatica.

(1) Usura abrasiva
Le ragioni dell'usura sono molteplici: usura normale e usura anomala. Le ragioni principali dell'usura normale sono la formula del materiale, le dimensioni della frantumazione e la qualità della polvere. In condizioni di normale usura, la matrice ad anello si consuma uniformemente in direzione assiale, con conseguenti fori della matrice ad anello più grandi e spessore della parete più sottile. I motivi principali dell'usura anomala sono: il rullo di pressione è regolato in modo troppo stretto e lo spazio tra gli stampi ad anello è ridotto e si usura reciprocamente; l'angolo dello spargitore non è buono, il che causa una distribuzione non uniforme dei materiali e una prima usura; il metallo cade nello stampo e si usura. In questo caso, gli stampi ad anello sono spesso usurati in modo irregolare, per lo più a forma di tamburo.
① Granularità del materiale grezzo
La finezza delle materie prime deve essere moderata e uniforme, poiché la finezza delle materie prime determina l'area superficiale della composizione del mangime. Più fine è la dimensione delle particelle, maggiore è l'area superficiale e più velocemente il materiale assorbe l'umidità del vapore, a vantaggio del condizionamento e della formazione delle particelle. Se la granulometria della materia prima è troppo grossolana, aumenta l'usura dello stampo e provoca un calo della produttività e un aumento del consumo energetico. In genere si richiede che le materie prime possano passare attraverso il vaglio a 8 maglie dopo la frantumazione e che il contenuto sul vaglio a 25 maglie non superi i 35%. Per i materiali con un elevato contenuto di fibre grezze, l'aggiunta di una certa quantità di grasso può ridurre l'attrito tra il materiale e la matrice ad anello durante il processo di frantumazione. processo di pellettizzazione dei mangimi, che favorisce il passaggio del materiale attraverso lo stampo ad anello e l'aspetto delle particelle dopo la formatura è più omogeneo.
②Il contenuto di impurità delle materie prime
Un'eccessiva presenza di sabbia e impurità di ferro nel materiale accelera l'usura dello stampo. Pertanto, la pulizia delle materie prime è molto importante. Attualmente, la maggior parte degli impianti di produzione di pellet di pollame presta maggiore attenzione alla rimozione delle impurità di ferro nelle materie prime, perché i materiali ferrosi possono causare gravi danni allo stampo, al rullo e persino alle attrezzature. Tuttavia, la rimozione delle impurità di sabbia e ghiaia non viene enfatizzata. Questo punto dovrebbe suscitare l'attenzione degli utenti del granulatore.
③ Aggiunta di vapore
L'aggiunta di vapore al materiale può ammorbidire il materiale, dividere il tessuto cellulare contenente olio nel materiale e rendere l'olio in uno stato libero, che svolge un effetto lubrificante durante la lavorazione. processo di granulazione dei mangimi per pollame e bestiame, riducendo così l'usura del materiale sullo stampo e migliorando la qualità del prodotto. macchina per la produzione di pellet per pollame e bestiame uscita. In genere, la pressione di aggiunta del vapore deve essere compresa tra 0,2~0,4MPa. Il livello di pressione varia a seconda dei tipi di materiali compressi. Per i materiali con un contenuto proteico più elevato, la pressione del vapore dovrebbe essere leggermente inferiore. Per i materiali con più fibre, la pressione del vapore può essere leggermente più alta. Più alto. L'aggiunta di vapore deve far sì che il contenuto d'acqua del materiale raggiunga 16%-17%, e la temperatura del materiale dopo la tempra e il rinvenimento deve essere di 78~87~C.
④Gap tra matrice ad anello e rullo di pressione
Se lo spazio tra la matrice ad anello e il rullo di pressione è troppo piccolo, si accelera l'usura della superficie della matrice ad anello e del rullo di pressione, in particolare durante il periodo di funzionamento al minimo, quando la macchina è in movimento. pressa granulatrice per mangimi per pollame e bestiame viene avviato e fermato. Tenendo conto dell'errore di rotondità della superficie della matrice ad anello e del rullo pressore e dell'errore di coassialità tra la superficie di lavoro e la superficie di montaggio, lo spazio tra la matrice ad anello e il rullo pressore è generalmente di 0,2~0,4 mm per sopprimere le particelle di piccolo diametro Utilizzare un valore ridotto quando si alimenta o si utilizza una nuova matrice ad anello.
⑤L'angolo di montaggio dello spargitore
L'angolo di installazione errato dello spanditore provoca una distribuzione non uniforme del materiale tra la matrice ad anello e il rullo di pressione. Pertanto, quando si entra nell'estrusione, la sollecitazione di estrusione e la forza di attrito tra la matrice ad anello e il rullo di pressione appaiono non uniformi lungo la direzione assiale, e alla fine l'usura della matrice ad anello e del rullo di pressione è distribuita in modo non uniforme.

(2) Cedimento per fatica
La matrice ad anello del pollame bestiame alimentazione pellet granulatore attrezzature è una parte porosa a forma di anello. Le condizioni di lavoro sono pessime. Durante il processo di utilizzo, sopporta a lungo la forza di compressione del rullo e la forza di attrito del materiale, producendo sollecitazioni di flessione e pressione di contatto. Tuttavia, queste sollecitazioni non sono fattori che influenzano la vita della matrice ad anello e la modalità di guasto principale è quella a fatica. Lo stampo ad anello è soggetto a effetti alternati durante il processo di pellettizzazione, il che indica che le sue sollecitazioni alternate sono asimmetriche e cicliche, e lo stampo ad anello di solito subisce un cedimento per fatica. Ciò è coerente con i risultati dei cedimenti dello stampo ad anello nell'uso reale. Su questa base, si propone di aumentare in modo appropriato la larghezza, lo spessore e il diametro interno della matrice ad anello per migliorare la resistenza alla flessione e la produttività della matrice ad anello. Allo stesso tempo, l'aumento del diametro interno e della lunghezza effettiva di estrusione può ridurre significativamente lo stress da pressione di contatto della matrice ad anello.
Per migliorare efficacemente le condizioni di sollecitazione della matrice ad anello, oltre a modificare le dimensioni esterne della matrice ad anello, è possibile selezionare materiali e tecnologie di trattamento termico adeguati e progettare il tasso di apertura della superficie della matrice ad anello.
La matrice ad anello è solitamente realizzata in acciaio al carbonio (legato) o in acciaio inossidabile mediante forgiatura, taglio, foratura, trattamento termico e altri processi. Quando lo stampo ad anello viene forato, è necessario utilizzare un trapano a pistola multiforo per garantire la qualità di ogni foro. Durante il trattamento termico, è necessario utilizzare apparecchiature di tempra sotto vuoto per evitare l'ossidazione superficiale e la decarburazione che spesso si verificano nelle apparecchiature ordinarie, in modo da ottenere una maggiore durezza.
Il tasso di apertura della superficie della matrice ad anello influisce direttamente sulla produzione della Pellettizzatrice per mangimi per pollame e bestiame e la resistenza della trafila. Se il tasso di apertura è elevato, la produzione del granulatore è alta e la resistenza della trafila è bassa; al contrario, la resistenza della trafila aumenta e la produzione della macchina per la produzione di pellet di pollame è ridotta. A causa delle differenze nella selezione dei materiali e nelle dimensioni della filiera, è ancora difficile ottenere un valore appropriato del tasso di apertura del foro della filiera per coordinare meglio la produzione e la durata. Per una matrice ad anello con un diametro del foro di 2-12 mm, il tasso di apertura del foro dovrebbe essere generalmente selezionato tra 20% e 30%. Più piccolo è il foro dello stampo, più piccolo è il rapporto di apertura e viceversa, più grande è il rapporto di apertura. In base al materiale selezionato per la matrice ad anello, alla struttura e alle dimensioni della matrice ad anello, il produttore di pellet per mangimi può adottare il metodo di prova ad approccio successivo per determinare la dimensione del tasso di apertura della matrice ad anello per garantire che la matrice ad anello abbia una resistenza sufficiente per evitare che si rompa durante il carico e accorci la sua vita utile. .
Quando si progetta la forma e la struttura della matrice ad anello, il numero di scanalature distribuite lungo la direzione radiale sulla superficie esterna della matrice ad anello dovrebbe essere ridotto al minimo e la sua profondità dovrebbe essere ridotta. Le scanalature distribuite lungo la direzione radiale sono infatti le più soggette alla concentrazione delle sollecitazioni. Sotto l'azione di sollecitazioni alternate a lungo termine, è facile che in questa parte si producano microcricche, che poi si espandano gradualmente e che infine causino la frattura della matrice ad anello.
L'analisi di cui sopra mostra che ci sono due ragioni principali per il fallimento della filiera ad anello nel pollame bestiame animale linea di alimentazione processo di produzione, Una è l'usura abrasiva e l'altra è il danno da fatica. Non è possibile evitare in modo sostanziale il cedimento della matrice ad anello, ma solo migliorare il livello di usura. impianto di alimentazione animale condizioni di fabbricazione, produzione e utilizzo della matrice ad anello, prolungando così la vita utile della matrice ad anello e risparmiando sui costi.