について 広く利用された横のリングは動物の供給の餌の製造所機械死にます が鍵 飼料加工設備 の 家禽飼料工場 動物飼料製造工程, リングダイはその心臓部である。 リングは餌のペレタイザー高性能の動物の死にます, また、最も摩耗しやすいパーツのひとつでもある。 リングは家禽の家畜の飼料の餌の製造所機械死にます. .リングダイの故障の原因を研究し、リングダイの使用条件を改善し、製品の品質と生産量を向上させ、エネルギー消費量を削減し(造粒エネルギー消費量は作業場全体のエネルギー消費量の30%~35%を占める)、生産コストを削減する(リングダイの損失1 プロジェクトコストは生産作業場全体の装飾費の25%~30%を占める)。.
理論的には、リングダイ1個で2000トン、プレスローラー1組で500トンのペレットを生産できる(高級リングダイとプレスローラーはここでは考慮しない)。しかし実際には 飼料工場 より良い管理で1,000トン以上と250トン以上しかない。 動物飼料工場 管理が悪いと、わずか500トンから600トン、80トンから10トンでも、新しいリングダイやプレスロールに交換しなければならない。このことからもわかるように、リングダイの長寿命化は、プレスロールに大きなメリットをもたらすのである。 家禽飼料生産企業.
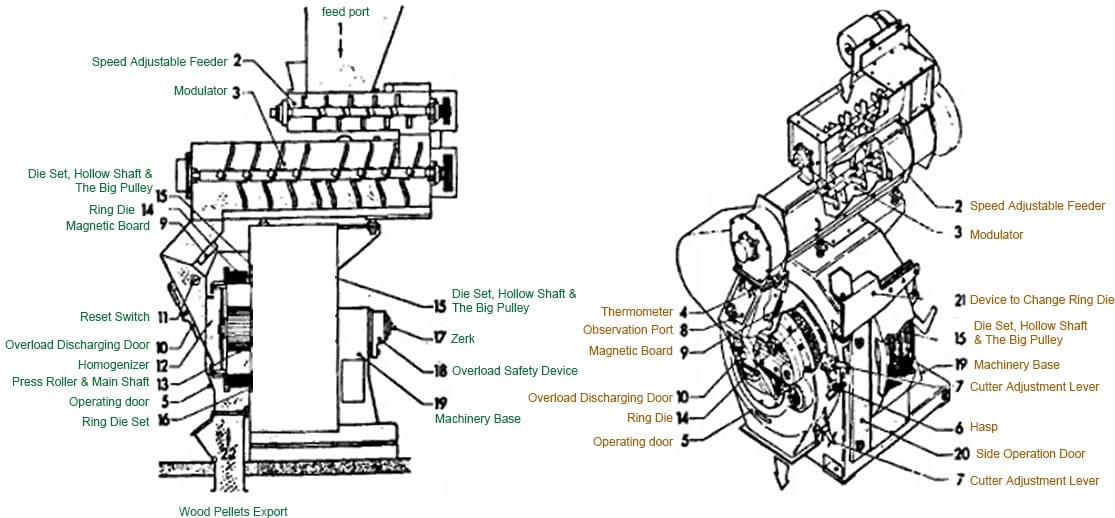
1.動作原理
リングダイは減速機を介してモーターで回転駆動される。リングダイに設置された加圧ローラーは自転せず、回転するリングダイとの摩擦によって(材料を圧縮することによって)回転する。プレスチャンバーに入った急冷・焼戻しされた原料は、スプレッダーによって加圧ローラー間で均等に分割され、加圧ローラーによってクランプされて圧締され、リングダイの穴から連続的に押し出されて柱状の粒子を形成し、リングダイに追従します。 リングダイは円形に回転し、リングダイの外側に固定されたカッターによって一定の長さのペレットに切断されます。リングダイと加圧ローラーのどの接触点でも線速は同じであり、その圧力のすべてが造粒に使用される。.
通常の作業工程では、リングダイは常に材料との摩擦があります。生産材料の増加に伴い、リングダイは徐々に摩耗し、最終的には故障につながります。そのため、リングダイの性能を測る指標の一つが生産量です。しかし、実際の 動物飼料製造ライン, リング金型は理論的な生産能力に達する前に故障することが多い。リング金型は高価であるため、ユーザーにとって一定の損失となる。本稿では、リング金型が故障する原因を分析し、リング金型の製造および使用条件について提言する。.
2.故障原因の分析
リングダイの実際の故障から、3つのカテゴリーに分けることができる。第一のタイプ:第一のタイプ:リングダイを一定期間使用した後、排出の小孔の内壁が磨耗し、孔の直径が大きくなり、生産されるペレットの直径が規定値を超えて故障する;第二のタイプ:リングダイの内壁が磨耗した後、内面がひどくなり、供給の流れが阻害され、生産されるペレットの直径が規定値を超えて故障する:第二のタイプ:リングダイの内壁が磨耗した後、内面がひどくなり、フィードの流れが妨げられ、出力が低下し、使用が停止される:リングダイの内壁が摩耗した後、内径が大きくなり、肉厚が減少する。同時に、吐出孔の内壁も磨耗するため、各吐出量は小さくなる。穴と穴の間の肉厚は常に薄くなるため、構造強度が低下する。吐出孔の直径が許容規定値まで大きくなる前に(つまり、第一種の破損現象が発生する前に)、最も危険な部分に亀裂やクラックが発生する。クラックがより広い範囲に拡大し、リングダイの破損を引き起こすまで拡大し続ける。以上の3つの故障現象の本質的な理由をまとめると、第1は摩耗、第2は疲労損傷である。.

(1) 磨耗
摩耗には、正常な摩耗と異常な摩耗を含む多くの理由がある。正常摩耗の主な理由は、材料の配合、粉砕の大きさ、粉の質などです。正常摩耗の場合、リングダイは軸方向に均一に摩耗し、リングダイの穴が大きくなり、肉厚が薄くなります。異常磨耗の主な原因:加圧ローラーの調節がきつく、リングダイの隙間が小さく、互いに磨耗する;スプレッダーの角度が良くないので、原料の分布が不均一になり、先に磨耗するものがある;金属がダイの中に落ちて磨耗する。この場合、リング金型は不規則に摩耗することが多く、ほとんどが腰鼓の形になる。.
原材料の粒度
原料の細かさが供給組成物の表面積を決定するため、原料の細かさは適度で均一であるべきである。粒度が細かいほど表面積が大きくなり、原料が蒸気中の水分を素早く吸収するため、コンディショニングや粒子形成に有利となる。原料の粒度が粗すぎると、ダイスの摩耗が大きくなり、生産性の低下とエネルギー消費量の増加を招く。一般に、原料は粉砕後8メッシュのスクリーンを通過でき、25メッシュのスクリーン上の含有量が35%を超えないことが要求される。粗繊維含有率の高い原料の場合、一定量のグリースを添加することで、粉砕中の原料とリングダイとの摩擦を低減することができる。 飼料ペレット化プロセス, これは、材料がリングダイを通過するのに有利であり、成形後の粒子の外観はより滑らかになる。.
原材料の不純物含有量
原料に含まれる砂や鉄の不純物が過剰になると、金型の摩耗が早まる。従って、原料の洗浄は非常に重要である。現在、ほとんどの家禽の家畜飼料の餌の製造工場は原料の鉄の不純物の取り外しにもっと注意を払います、なぜなら鉄材料はダイ、ローラーおよび装置に強い損害を与えるからです。しかし、砂と砂利の不純物の除去は強調されていません。この点は、造粒機のユーザーの注意を喚起する必要があります。.
蒸気を加える
材料に蒸気を加えることで、材料を軟化させ、材料中の油を含む細胞組織を分裂させ、油を遊離状態にすることができる。 家禽飼料造粒プロセス, その結果、ダイ上の材料の磨耗が減少し、また、ダイの耐久性が向上する。 家禽および家畜の飼料の餌機械 の出力が必要です。一般に蒸気を加える圧力は0.2~0.4MPaの間が望ましい。圧力レベルは被圧縮物の種類によって異なります。蛋白質の多い原料の場合、蒸気圧はやや低めにします。繊維質の多い原料の場合は、蒸気圧を少し高くすることができます。背を高くする。蒸気を加えて、材料の含水率を16%~17%にし、焼入れ・焼戻し後の材料の温度を78~87℃にする。.
リングダイと加圧ローラーの隙間
リングダイと加圧ローラーの間のギャップが小さすぎると、リングダイと加圧ローラーの表面の摩耗を早める。 家禽飼料造粒機プレス を始動・停止する。リングダイと押えローラ表面の真円度誤差、加工面と取付面の同軸度誤差を考慮し、リングダイと押えローラ間の隙間は、小径パーティクルの発生を抑制するため、0.2~0.4mmが一般的です。.
スプレッダーの設置角度
スプレッダーの取り付け角度が適切でないと、リングダイと加圧ローラー間の材料の分布が不均一になる。そのため、押出しに入るとき、リングダイと加圧ローラー間の押出し応力と摩擦力が軸方向に沿って不均一に現れ、最終的にリングダイと加圧ローラーの摩耗が不均一になる。.

(2) 疲労故障
のリングダイ。 家禽の家畜の供給の餌の粒状になる装置 は多孔質のリング状の部品である。作業条件は悪い。使用工程でローラーの絞り力と材料の摩擦力を長時間受けるため、曲げ応力や接触圧応力が発生する。しかし、これらの応力はリングダイの寿命に影響する要因ではなく、主な故障モードは疲労破壊によるものです。リングダイはペレタイジングの過程で交互作用を受けるが、これはその交互応力が非対称的に周期的であることを示しており、リングダイは通常疲労破壊を起こす。これは、実際に使用されているリングダイの破損結果と一致する。このことから、リングダイの幅、厚さ、内径を適切に拡大することで、リングダイの耐屈曲性と生産性を向上させることが提案された。同時に、内径と有効押出し長さを大きくすることで、リングダイの接触圧力応力を大幅に低減することができる。.
リングダイスの応力条件を効果的に改善するためには、リングダイスの外径寸法を変えるだけでなく、適切な材料や熱処理技術を選択し、リングダイスの面開度を設計することも可能である。.
リングダイは通常、鍛造、切削、穴あけ、熱処理などの工程を経て、炭素(合金)鋼やステンレス鋼で作られる。リングダイの穴あけには、各穴の品質を確保するために多穴ガンドリルを使用する。熱処理では、通常の装置で起こりがちな表面の酸化や脱炭を避け、より高い硬度を得るために真空焼入れ装置を使用する。.
リングダイの表面の開口率は、直接出力に影響する。 家禽・家畜飼料用ペレタイザー とリングダイの強度。開口率は大きく、造粒機の出力は高く、リング ダイスの強度は低いです; 反対に、リング ダイスの強度は増加し、リング ダイスの家禽の飼料の餌の作成機械の出力は減ります。材料の選択とリングダイの大きさの違いにより、リングダイの穴の開口率を適切な値にして、その出力と寿命をよりよく調整することはまだ難しい。ダイス穴径が2~12mmのリングダイの場合、ダイス穴開率は一般に20%~30%の間で選択する。ダイス穴が小さいほど穴開率は小さくなり、逆に大きいほど穴開率は大きくなります。選択されたリングダイの材料、リングダイの構造およびサイズに従って、動物飼料ペレット工場の製造業者は、リングダイの開口率のサイズを決定するために連続的なアプローチ試験方法を採用することができます。 .
リングダイの形状や構造を設計する場合、リングダイの外周面に半径方向に沿って分布する溝の数を最小限にし、その深さを小さくする必要がある。なぜなら、半径方向に分布する溝は最も応力が集中しやすいからである。長時間の交番応力が作用すると、まずこの部分に微小亀裂が発生しやすくなり、次第に拡大し、ついにはリングダイの破断を引き起こす。.
上記の分析から、リングダイの故障には主に2つの原因があることがわかる。 家禽家畜飼料ライン生産工程, 一つは磨耗であり、もう一つは疲労損傷である。リングダイの故障を根本的に回避することは非現実的です。 動物飼料工場 リングダイの製造、生産、使用条件を改善することで、リングダイの寿命を延ばし、コストを削減します。.