Cái Máy ép viên thức ăn chăn nuôi kiểu khuôn vòng ngang được sử dụng rộng rãi là chìa khóa thiết bị chế biến thức ăn chăn nuôi của nhà máy sản xuất thức ăn chăn nuôi gia cầm quy trình sản xuất thức ăn chăn nuôi, và khuôn vòng chính là bộ phận quan trọng nhất của Máy ép viên thức ăn chăn nuôi kiểu khuôn vòng hiệu suất cao, và đây cũng là một trong những phần dễ phối đồ nhất của Máy ép viên thức ăn chăn nuôi gia cầm và gia súc dạng vòng. Nghiên cứu nguyên nhân gây hỏng khuôn vòng, cải thiện điều kiện sử dụng khuôn vòng, nâng cao chất lượng và sản lượng sản phẩm, giảm tiêu thụ năng lượng (tiêu thụ năng lượng trong quá trình tạo hạt chiếm từ 30% đến 35% tổng mức tiêu thụ năng lượng của toàn bộ xưởng) và giảm chi phí sản xuất (chi phí thay thế khuôn vòng chiếm từ 25% đến 30% tổng chi phí vận hành của toàn bộ xưởng sản xuất).
Về mặt lý thuyết, một khuôn vòng và một cặp trục ép có thể sản xuất được lần lượt 2.000 tấn và 500 tấn viên nén (không tính đến các loại khuôn vòng và trục ép cao cấp). Tuy nhiên, trên thực tế, các nhà máy sản xuất thức ăn chăn nuôi với việc quản lý tốt hơn, chỉ có hơn 1.000 tấn và hơn 250 tấn; và Nhà máy sản xuất dây chuyền chế biến thức ăn chăn nuôi Với việc quản lý kém, ngay cả khi sản lượng chỉ đạt 500 đến 600 tấn và 80 đến 10 tấn, vẫn phải thay thế khuôn vòng và trục ép mới. Từ đó có thể thấy rằng việc kéo dài tuổi thọ của khuôn vòng sẽ mang lại những lợi ích đáng kể cho Doanh nghiệp sản xuất thức ăn chăn nuôi gia cầm.
1. Nguyên lý hoạt động
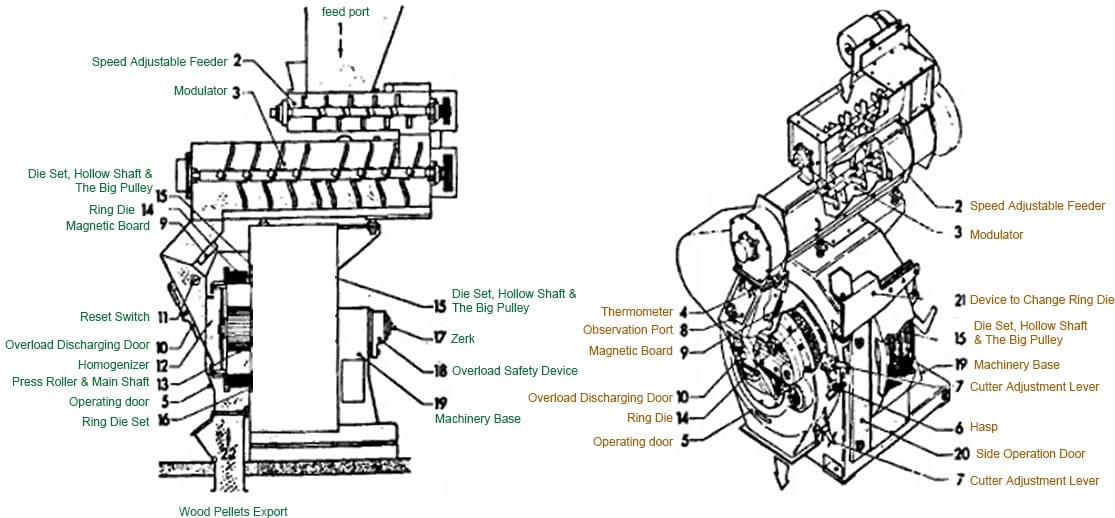
Khuôn vòng được truyền động bởi động cơ thông qua hộp số để quay. Con lăn ép được lắp đặt trong khuôn vòng không quay tròn, mà quay nhờ ma sát với khuôn vòng đang quay (bằng cách nén vật liệu). Vật liệu đã qua quá trình tôi và ủ đi vào buồng ép được phân chia đều giữa các con lăn áp lực bằng bộ phân phối, được kẹp và ép bởi con lăn áp lực, và được đùn liên tục qua lỗ khuôn vòng để tạo thành các hạt hình trụ và theo khuôn vòng, nó quay theo hình tròn và được cắt thành các viên có chiều dài nhất định bằng một dao cắt được lắp cố định bên ngoài khuôn vòng. Tốc độ tuyến tính của khuôn vòng và trục lăn áp lực tại bất kỳ điểm tiếp xúc nào cũng giống nhau, và toàn bộ áp lực của nó được sử dụng để tạo hạt.
Trong quá trình hoạt động bình thường, khuôn vòng luôn chịu ma sát với nguyên liệu. Khi lượng nguyên liệu sản xuất tăng lên, khuôn vòng sẽ dần bị mòn và cuối cùng dẫn đến hỏng hóc. Do đó, một trong những chỉ số để đánh giá hiệu suất hoạt động của khuôn vòng là khối lượng sản xuất. Tuy nhiên, trên thực tế Quy trình sản xuất của dây chuyền sản xuất thức ăn chăn nuôi, phần lớn khuôn vòng bị hỏng trước khi đạt đến công suất sản xuất lý thuyết. Do khuôn vòng có giá thành cao, điều này gây ra những tổn thất nhất định cho người sử dụng. Bài viết này nhằm phân tích các nguyên nhân dẫn đến sự cố của khuôn vòng, từ đó đưa ra các khuyến nghị về điều kiện sản xuất và sử dụng khuôn vòng.
2. Phân tích nguyên nhân hỏng hóc
Dựa trên các trường hợp hỏng hóc thực tế của khuôn vòng, có thể chia thành ba loại. Loại thứ nhất: Sau khi khuôn vòng hoạt động trong một thời gian, thành trong của các lỗ nhỏ ở đầu xả bị mòn, đường kính lỗ tăng lên, dẫn đến đường kính viên nén sản xuất ra vượt quá giá trị quy định và gây hỏng hóc; loại thứ hai: Sau khi thành trong của khuôn vòng bị mòn, bề mặt bên trong bị hư hỏng nghiêm trọng, dẫn đến dòng nguyên liệu bị tắc nghẽn, sản lượng giảm và phải ngừng sử dụng; loại thứ ba: Sau khi thành trong của khuôn vòng bị mòn, đường kính trong tăng lên và độ dày thành giảm xuống. Đồng thời, thành trong của lỗ xả cũng bị mòn, khiến mỗi lần xả ra lượng hạt nhỏ. Độ dày thành giữa các lỗ liên tục mỏng đi, do đó độ bền kết cấu giảm. Trước khi đường kính lỗ xả tăng lên đến giá trị quy định cho phép (tức là trước khi hiện tượng hỏng hóc loại thứ nhất xảy ra), các vết nứt và vết rạn xuất hiện trên phần nguy hiểm nhất. Tiếp tục mở rộng cho đến khi các vết nứt lan rộng ra một khu vực lớn hơn và gây ra hỏng khuôn vòng. Các lý do cơ bản cho ba hiện tượng hỏng hóc trên có thể được tóm tắt như sau: thứ nhất là mài mòn do vật liệu mài mòn, và thứ hai là hư hỏng do mỏi.

(1) Mài mòn do vật liệu mài mòn
Có nhiều nguyên nhân gây mài mòn, bao gồm mài mòn bình thường và mài mòn bất thường. Các nguyên nhân chính gây mài mòn bình thường là thành phần vật liệu, kích thước nghiền và chất lượng bột. Trong điều kiện mài mòn bình thường, khuôn vòng sẽ bị mài mòn đồng đều theo hướng trục, dẫn đến các lỗ trên khuôn vòng lớn hơn và độ dày thành mỏng hơn. Các nguyên nhân chính gây ra mài mòn bất thường: con lăn áp lực được điều chỉnh quá chặt, khe hở giữa các khuôn vòng nhỏ, dẫn đến mài mòn lẫn nhau; góc của bộ phân phối không tốt, gây ra sự phân bố vật liệu không đều và một số vị trí bị mài mòn trước; kim loại rơi vào khuôn và gây mài mòn. Trong trường hợp này, các khuôn vòng thường bị mài mòn không đều, chủ yếu có hình dạng giống như trống eo.
①Độ mịn của nguyên liệu
Độ mịn của nguyên liệu thô cần ở mức vừa phải và đồng đều, bởi vì độ mịn của nguyên liệu thô quyết định diện tích bề mặt của hỗn hợp thức ăn. Kích thước hạt càng mịn thì diện tích bề mặt càng lớn, và vật liệu sẽ hấp thụ độ ẩm trong hơi nước càng nhanh, điều này có lợi cho quá trình điều chỉnh và hình thành hạt. Nếu kích thước hạt nguyên liệu thô quá thô, nó sẽ làm tăng mức độ mài mòn của khuôn, đồng thời gây giảm năng suất và tăng tiêu thụ năng lượng. Thông thường, nguyên liệu phải có thể lọt qua lưới 8 mesh sau khi được nghiền, và hàm lượng trên lưới 25 mesh không được vượt quá 35%. Đối với các vật liệu có hàm lượng chất xơ thô cao, việc thêm một lượng dầu mỡ nhất định có thể giảm ma sát giữa vật liệu và khuôn vòng trong quá trình quy trình ép viên thức ăn chăn nuôi, điều này giúp vật liệu dễ dàng đi qua khuôn vòng, đồng thời bề mặt của các hạt sau khi định hình cũng mịn màng hơn.
② Hàm lượng tạp chất trong nguyên liệu thô
Hàm lượng cát và tạp chất sắt quá cao trong nguyên liệu sẽ làm tăng tốc độ mài mòn của khuôn. Do đó, việc làm sạch nguyên liệu là vô cùng quan trọng. Hiện nay, phần lớn các nhà máy sản xuất viên thức ăn chăn nuôi gia cầm đều chú trọng hơn đến việc loại bỏ tạp chất sắt trong nguyên liệu, bởi vì tạp chất sắt có thể gây hư hỏng nghiêm trọng cho khuôn, trục lăn và thậm chí cả thiết bị. Tuy nhiên, việc loại bỏ tạp chất cát và sỏi lại chưa được quan tâm đúng mức. Điểm này cần được người sử dụng máy ép viên lưu ý.
③ Thêm hơi nước
Việc đưa hơi nước vào vật liệu có thể làm mềm vật liệu, phá vỡ các tế bào chứa dầu trong vật liệu và giải phóng dầu ở trạng thái tự do, từ đó phát huy tác dụng bôi trơn trong quá trình Quy trình ép viên thức ăn chăn nuôi gia cầm, từ đó giảm sự mài mòn của vật liệu trên khuôn và cải thiện Máy ép viên thức ăn chăn nuôi gia cầm và gia súc Đầu ra. Thông thường, áp suất khi đưa hơi nước vào nên nằm trong khoảng 0,2–0,4 MPa. Mức áp suất này thay đổi tùy theo loại nguyên liệu được nén. Đối với các nguyên liệu có hàm lượng protein cao hơn, áp suất hơi nước nên được điều chỉnh thấp hơn một chút. Đối với các vật liệu có nhiều chất xơ hơn, áp suất hơi nước có thể được sử dụng cao hơn một chút. Việc thêm hơi nước sẽ làm cho độ ẩm của vật liệu đạt 16%-17%, và nhiệt độ của vật liệu sau khi tôi và ủ nên ở mức 78~87~C.
④Khoảng cách giữa khuôn vòng và con lăn ép
Nếu khoảng cách giữa khuôn vòng và con lăn ép quá hẹp, điều này sẽ làm tăng tốc độ mài mòn bề mặt của khuôn vòng và con lăn ép, đặc biệt là trong giai đoạn máy chạy không tải khi Máy ép viên thức ăn chăn nuôi gia cầm được khởi động và dừng lại. Khi tính đến sai số độ tròn của bề mặt khuôn vòng và trục lăn ép, cũng như sai số đồng trục giữa bề mặt làm việc và bề mặt lắp đặt, khe hở giữa khuôn vòng và trục lăn ép thường được thiết lập trong khoảng 0,2–0,4 mm để hạn chế việc các hạt có đường kính nhỏ bị kẹt lại. Nên sử dụng giá trị nhỏ hơn khi nạp nguyên liệu hoặc khi sử dụng khuôn vòng mới.
⑤Góc lắp đặt của bộ phân phối
Góc lắp đặt không chính xác của bộ phân phối sẽ dẫn đến việc vật liệu được phân bố không đều giữa khuôn vòng và trục ép. Do đó, khi đi vào quá trình đùn, ứng suất đùn và lực ma sát giữa khuôn vòng và trục ép sẽ phân bố không đồng đều theo hướng trục, và cuối cùng, sự mài mòn của khuôn vòng và trục ép cũng sẽ phân bố không đều.

(2) Hư hỏng do mỏi
Khuôn vòng của Thiết bị ép viên thức ăn chăn nuôi gia cầm là một bộ phận hình vòng có cấu trúc xốp. Điều kiện làm việc rất khắc nghiệt. Trong quá trình sử dụng, bộ phận này phải chịu lực ép từ trục lăn và lực ma sát của vật liệu trong thời gian dài, dẫn đến sự hình thành ứng suất uốn và ứng suất áp lực tiếp xúc. Tuy nhiên, những ứng suất này không phải là yếu tố ảnh hưởng đến tuổi thọ của khuôn vòng, mà nguyên nhân chính gây hư hỏng là do mỏi. Vòng khuôn chịu tác động xen kẽ trong quá trình tạo viên, điều này cho thấy ứng suất xen kẽ của nó là tuần hoàn không đối xứng, và vòng khuôn thường bị hỏng do mỏi. Điều này phù hợp với kết quả hỏng hóc của vòng khuôn trong thực tế sử dụng. Trên cơ sở đó, đề xuất tăng chiều rộng, độ dày và đường kính trong của vòng khuôn một cách thích hợp để cải thiện khả năng chống uốn và năng suất của vòng khuôn. Đồng thời, việc tăng đường kính trong và chiều dài ép hiệu quả có thể giảm đáng kể ứng suất áp lực tiếp xúc của khuôn vòng.
Để cải thiện hiệu quả tình trạng ứng suất của khuôn vòng, ngoài việc điều chỉnh kích thước bên ngoài của khuôn vòng, người ta còn có thể lựa chọn vật liệu và công nghệ xử lý nhiệt phù hợp, đồng thời thiết kế tỷ lệ mở bề mặt của khuôn vòng.
Khuôn vòng thường được chế tạo từ thép cacbon (hợp kim) hoặc thép không gỉ thông qua các công đoạn rèn, cắt, khoan, xử lý nhiệt và các quy trình khác. Khi khoan khuôn vòng, cần sử dụng mũi khoan đa lỗ để đảm bảo chất lượng của từng lỗ khoan. Trong quá trình xử lý nhiệt, cần sử dụng thiết bị tôi chân không để tránh hiện tượng oxy hóa bề mặt và mất cacbon thường xảy ra ở các thiết bị thông thường, từ đó đạt được độ cứng cao hơn.
Tỷ lệ mở của bề mặt khuôn vòng có ảnh hưởng trực tiếp đến sản lượng của máy ép viên thức ăn chăn nuôi gia cầm và gia súc và độ bền của khuôn vòng. Tỷ lệ mở lỗ càng lớn, công suất của máy ép viên càng cao, nhưng độ bền của khuôn vòng lại càng thấp; ngược lại, độ bền của khuôn vòng được tăng lên, thì công suất của máy ép viên thức ăn chăn nuôi gia cầm và gia súc sử dụng khuôn vòng sẽ giảm xuống. Do sự khác biệt trong việc lựa chọn vật liệu và kích thước khuôn vòng, vẫn còn khó khăn trong việc xác định giá trị phù hợp cho tỷ lệ mở lỗ của khuôn vòng nhằm cân bằng tốt hơn giữa công suất và tuổi thọ của nó. Đối với khuôn vòng có đường kính lỗ khuôn từ 2-12mm, tỷ lệ mở lỗ khuôn thường nên được chọn trong khoảng từ 20% đến 30%. Lỗ khuôn càng nhỏ thì tỷ lệ mở lỗ càng nhỏ, và ngược lại, lỗ khuôn càng lớn thì tỷ lệ mở lỗ càng lớn. Dựa trên vật liệu, cấu trúc và kích thước khuôn vòng đã chọn, nhà sản xuất máy ép viên thức ăn chăn nuôi có thể áp dụng phương pháp thử nghiệm theo từng bước để xác định tỷ lệ mở lỗ của khuôn vòng, nhằm đảm bảo khuôn vòng có đủ độ bền để tránh nứt vỡ khi chịu tải và kéo dài tuổi thọ sử dụng. .
Khi thiết kế hình dạng và cấu trúc của khuôn vòng, cần giảm thiểu số lượng rãnh phân bố theo hướng bán kính trên bề mặt ngoài của khuôn vòng và giảm độ sâu của các rãnh này. Bởi vì các rãnh phân bố theo hướng bán kính là nơi dễ bị tập trung ứng suất nhất. Dưới tác động của ứng suất luân phiên trong thời gian dài, phần này rất dễ xuất hiện các vết nứt vi mô trước tiên, sau đó dần dần lan rộng và cuối cùng dẫn đến gãy khuôn vòng.
Phân tích trên cho thấy có hai nguyên nhân chính dẫn đến sự cố của khuôn vòng trong Quy trình sản xuất dây chuyền thức ăn chăn nuôi gia cầm, một là mài mòn do ma sát và hai là hư hỏng do mỏi. Việc ngăn chặn triệt để sự hỏng hóc của khuôn vòng là không khả thi, và chỉ có thể cải thiện nhà máy sản xuất thức ăn chăn nuôi các điều kiện chế tạo, sản xuất và sử dụng khuôn vòng, từ đó kéo dài tuổi thọ của khuôn vòng và tiết kiệm chi phí.