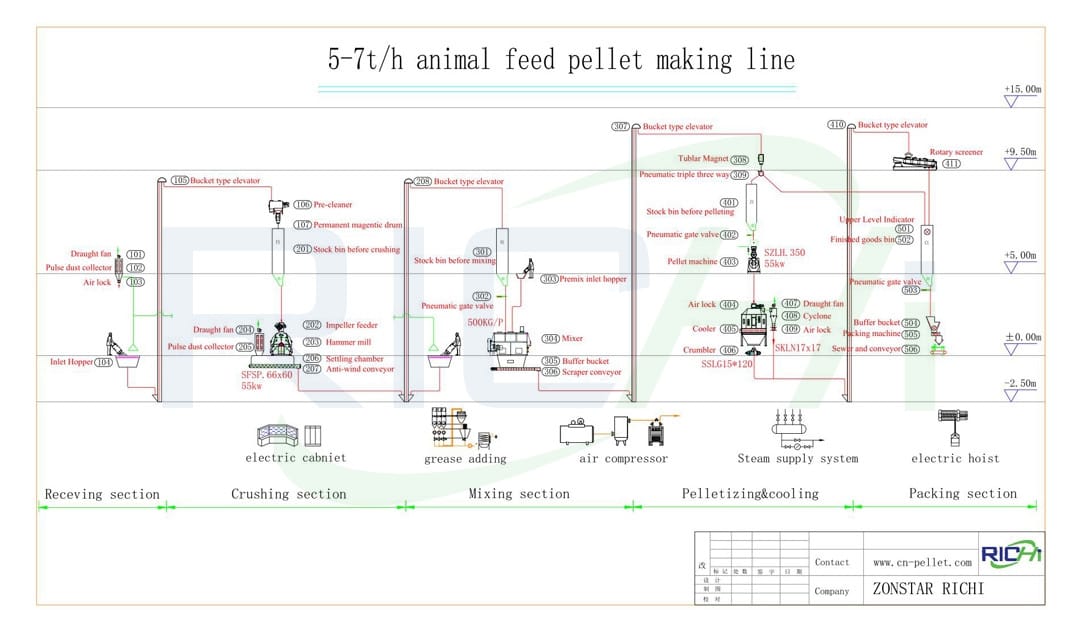
이 과정에서 동물 펠렛 사료 공장(제조 공정 : 세척 - 분쇄 - 혼합 - 펠렛 - 냉각 - 포장), 높은 분말 비율은 사료 품질에 영향을 미칠뿐만 아니라 그에 따라 가공 비용을 증가시키고 사료 보관 및 운송에 일정한 영향을 미칩니다.
그런 다음 분쇄 속도를 제어하기 위해 우선 분쇄 속도 측정이 필요합니다. 일반적으로 동물 사료 가공 공장은 포장 공정 또는 완제품 적재 후 샘플을 채취합니다. 테스트 결과는 사료 분말화율을 직관적으로 반영하지만 각 공정에서 분말화율의 변동 요인을 반영할 수 없습니다. 따라서 예방을 중심으로 각 공정을 효과적으로 모니터링하고 예방 및 제어도 함께 수행하는 것이 좋습니다. 또한 사료 펠렛 생산 공장에서 농가에 사료를 공급하기 전에 최종 가루 비율 품질 결과를 나타내는 가루 비율을 결정하는 것이 좋습니다.
다음은 각 피드 처리 시스템에 대한 분석입니다:
1. 피드 공식: 품종에 따라 사료 배합비가 다르기 때문에 가공 난이도가 다릅니다. 일반적으로 조단백질과 조지방 함량이 낮은 사료는 과립화 및 가공이 용이합니다. 반대로 조단백질과 조지방 함량이 상대적으로 높기 때문에 과립 화 후 성형이 어렵고 사료 펠릿이 느슨해지며 분쇄율이 높습니다. 사료 품질을 종합적으로 고려하면 영양 비율을 충족하는 경우 과립화의 어려움을 고려해야하며, 공식은 전제입니다. 포괄적 인 품질을 보장하기 위해.
2. 분쇄 시스템: 사료 분쇄 입자 크기는 과립화 품질에 직접적인 영향을 미칩니다. 입자가 작을수록 재료의 단위 중량당 표면적이 커집니다. 과립화 시 접착력이 좋을수록 과립화 품질이 높아집니다. 그러나 분쇄 입자의 크기가 너무 작으면 분쇄 공정 비용이 증가하고 일부 영양소가 파괴됩니다. 포괄적인 품질 요구 사항과 비용 관리에 따라 다양한 재료 분쇄 입자 크기를 선택하는 방법은 과립화 공정의 좋은 토대를 마련하는 열쇠입니다.
권장 사항: 가축 및 가금류 사료의 펠렛화 전 분말의 크기: 16메쉬 이상. 과립화 전 수생 사료의 입자 크기: 40메쉬 이상.

3. 과립화 시스템:
첫째, 템퍼링이 핵심입니다. 템퍼링이 충분하지 않으면 과립 화 품질에 직접적인 영향을 미치며, 그 요인에는 주로 템퍼링 시간, 증기 압력, 증기 온도 등이 포함되며 결과의 주요 지표는 템퍼링 수분 및 템퍼링 온도에 반영됩니다. 컨디셔닝 수분 함량이 너무 낮거나 너무 높거나 너무 높은 컨디셔닝 온도는 과립 품질에 더 큰 영향을 미치며, 특히 너무 낮으면 사료 펠릿이 단단히 과립화되지 않고 입자 파손률과 분말 속도가 증가하여 과립의 품질에 영향을 미칠뿐만 아니라 선별 후 복제 방지 과립으로 인해 처리 비용이 증가하고 일부 영양소가 손실됩니다.
권장 사항: 템퍼링의 수분 함량을 15-17%로 조절합니다. 온도: 70-90℃(기계로 들어가는 스팀은 220-500kpa로 감압해야 하며, 기계로 들어가는 스팀의 온도는 약 115-125℃로 제어해야 합니다).
과립화 품질 요소는 다음과 같습니다. 링 다이 동물 사료 펠렛 밀 포함:
품종에 따라 다른 링 다이를 선택하세요. 단백질과 지방 함량이 높은 일부 품종에는 두꺼운 링 다이가 필요합니다.
작동 중에 압력 롤러와 링 다이 사이의 재료 흐름과 재료 배출구의 온도 제어는 과립 품질에 다른 정도의 영향을 미칩니다. 펠릿 크기와 길이의 선택도 고려할 가치가 있습니다.
배출 온도를 약 76-92℃로 조절하는 것이 좋습니다(기계 온도가 너무 낮으면 사료가 충분히 경화되지 않아 펠릿의 경도가 떨어집니다).
4. 냉각 시스템: 이 과정에서 사료 재료가 균일하게 냉각되지 않거나 냉각 시간이 너무 빠르면 펠릿이 터져 사료 표면이 불규칙하고 부서지기 쉬워 가루화율이 높아집니다.
5. 진동 분류 화면:
등급 체 층이 너무 두껍거나 고르지 않게 분포되어 있으면 불완전한 체질이 발생하기 쉬워 완제품의 분말이 증가합니다.
펠릿 쿨러 기계는 공급 속도가 너무 빨라서 특히 펠릿 크기가 Φ2.5mm 이하인 경우 분류 스크린 층이 너무 두꺼워지기 쉽습니다.
6. 완제품 포장 프로세스:
완제품 창고는 일반적으로 공장 바닥에서 최하층까지 확장되고 낙하가 크기 때문에 완제품 포장 공정은 연속 생산 공정에 있어야합니다. 떨어지고 부서지면 완제품의 분말이 증가합니다. 이는 특히 분쇄율이 높은 재료의 경우 더욱 그렇습니다.
요약하면 펠렛 사료의 생산 공정에서 분쇄 속도를 제한하는 많은 요소가 있습니다. 각 사료 제조업체의 사료 펠렛 공식, 장비 및 가공 기술이 다르기 때문에 제어 방법도 다르지만 일반 제조업체는 모두 공정 운영 제어에 종사하고 있습니다. 부적절한 작동으로 인한 분쇄율의 증가를 피하기 위해 가능한 한 공정을 제어하기 위해 노력해야합니다. 그러나 특정 품종에 따른 영양 요구량이나 가공 장비 공정 한계로 인해 사료 분말화율을 해결할 수 없는 경우에는 대규모 장비 개조로 인한 고비용 투자를 피하기 위해 과립화를 보조하는 바인더의 추가를 고려할 필요가 있습니다. 특히 수산용 사료는 영양 요구량, 생리적 특성, 먹이 특성으로 인해 사료 펠릿의 품질과 수중 유지 시간을 개선하기 위해 바인더를 첨가해야 합니다.
다음에 대해 자세히 알고 싶다면 자동 동물 사료 처리 기계,에 문의하시기 바랍니다. 리치 기계.
enquiry@richi-machine.com
Whatsapp/Cel: +86 185 7410 3366