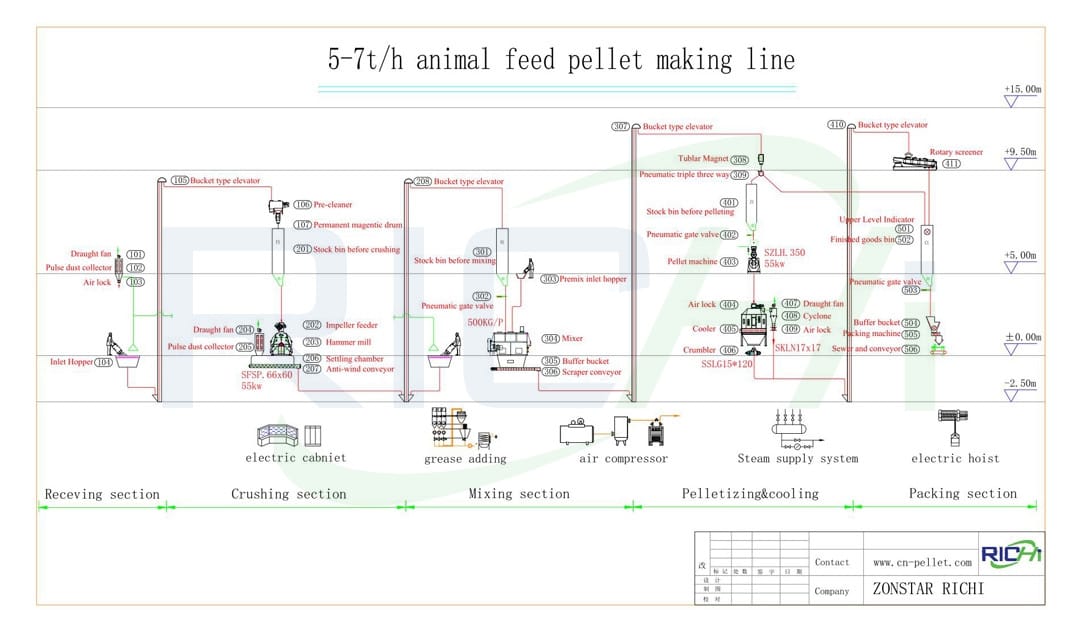
की प्रक्रिया में पशु पेलेट चारा संयंत्र(निर्माण प्रक्रिया: सफाई — पिसना — मिश्रण — पेलेट बनाना — ठंडा करना — पैकिंग), उच्च पाउडर दर न केवल चारे की गुणवत्ता को प्रभावित करती है, बल्कि प्रसंस्करण लागत को भी बढ़ाती है, और चारे के भंडारण और परिवहन पर भी एक निश्चित प्रभाव डालती है।.
तब पल्पराइजेशन दर को नियंत्रित करना आवश्यक है, सबसे पहले, पल्पराइजेशन दर के मापन के साथ। सामान्यतः, पशु चारा प्रसंस्करण संयंत्र पैकेजिंग प्रक्रिया या तैयार उत्पादों के ढेर लगाने के बाद नमूने लेते हैं। यद्यपि परीक्षण परिणाम सहज रूप से चारा पाउडरिंग दर को दर्शाते हैं, वे प्रत्येक प्रक्रिया में पाउडरिंग दर के उतार-चढ़ाव कारकों को प्रतिबिंबित नहीं कर सकते। इसलिए, यह अनुशंसा की जाती है कि प्रत्येक प्रक्रिया की प्रभावी ढंग से निगरानी की जाए, जिसमें रोकथाम मुख्य आधार हो, और रोकथाम तथा नियंत्रण दोनों शामिल हों। यह भी अनुशंसा की जाती है कि चारा पेलेट उत्पादन संयंत्र को किसान को चारा खिलाने से पहले पाउडरिंग दर निर्धारित करनी चाहिए, जो अंतिम पाउडरिंग दर गुणवत्ता परिणाम का प्रतिनिधित्व करती है।.
निम्नलिखित प्रत्येक फीड प्रसंस्करण प्रणाली का विश्लेषण है:
1. फ़ीड फ़ॉर्मूला: विभिन्न किस्मों के अलग-अलग चारा सूत्रों के कारण प्रसंस्करण की कठिनाई भिन्न होती है। सामान्यतः, कम कच्चा प्रोटीन और कच्ची वसा वाली चारा को दानेदार बनाना और संसाधित करना आसान होता है। इसके विपरीत, कच्चे प्रोटीन और कच्चे वसा की मात्रा अपेक्षाकृत अधिक होने पर दानाकरण के बाद आकार बनाना कठिन हो जाता है, दाना ढीला हो जाता है, और पिसने की दर अधिक होती है। चारे की गुणवत्ता पर समग्र विचार करने के लिए, सूत्र ही आधार है। पोषण अनुपात को पूरा करने की स्थिति में दानाकरण की कठिनाई पर भी विचार करना चाहिए, ताकि समग्र गुणवत्ता सुनिश्चित की जा सके।.
2. कुचलने की प्रणाली: फीड क्रशिंग कण आकार सीधे ग्रैन्यूलेशन गुणवत्ता को प्रभावित करता है। जैसे-जैसे कण का आकार छोटा होता है, सामग्री के प्रति इकाई वजन सतह क्षेत्रफल अधिक होता है। ग्रैन्यूलेशन के दौरान चिपकने की क्षमता जितनी बेहतर होगी, ग्रैन्यूलेशन की गुणवत्ता उतनी ही अधिक होगी। हालांकि, यदि क्रश किए गए कणों का आकार बहुत छोटा हो जाए, तो क्रशिंग प्रक्रिया की लागत बढ़ जाएगी और कुछ पोषक तत्व नष्ट हो जाएंगे। समग्र गुणवत्ता आवश्यकताओं और लागत नियंत्रण के अनुसार विभिन्न सामग्रियों के क्रशिंग कण आकार का चयन करना ग्रैन्यूलेशन प्रक्रिया के लिए एक मजबूत आधार बनाने की कुंजी है।.
सिफारिश: पशुधन और मुर्गी चारे को पेलेट बनाने से पहले पाउडर का आकार: 16 मेष से ऊपर। जलीय चारे को ग्रैन्यूलेट करने से पहले कण का आकार: 40 मेष से ऊपर।.

① सबसे पहले, टेम्परिंग सबसे महत्वपूर्ण है। यदि टेम्परिंग पर्याप्त नहीं है, तो यह सीधे दानेदार बनाने की गुणवत्ता को प्रभावित करेगा; इसके कारकों में मुख्य रूप से टेम्परिंग समय, भाप का दबाव, भाप का तापमान आदि शामिल हैं, और परिणामों के मुख्य संकेतक टेम्परिंग नमी और टेम्परिंग तापमान में परिलक्षित होते हैं। अत्यधिक कम या अत्यधिक कंडीशनिंग जल सामग्री, अत्यधिक कम या अत्यधिक कंडीशनिंग तापमान का दानेकरण गुणवत्ता पर अधिक प्रभाव पड़ता है, विशेष रूप से अत्यधिक कम होने पर फ़ीड के दाने ठीक से बंधते नहीं हैं, कण टूटने की दर और पाउडर बनने की दर बढ़ जाती है, जो न केवल दाने की गुणवत्ता को प्रभावित करता है, बल्कि स्क्रीनिंग के बाद दोबारा दाने बनाने के कारण प्रसंस्करण लागत बढ़ जाती है और कुछ पोषक तत्व नष्ट हो जाते हैं।.
सिफारिश: टेम्परिंग में नमी की मात्रा 15–17% पर नियंत्रित करें। तापमान: 70–90℃ (मशीन में प्रवेश करने वाली भाप का दाब 220–500 kPa तक कम किया जाना चाहिए, और मशीन में प्रवेश करने वाली भाप का तापमान लगभग 115–125℃ पर नियंत्रित किया जाना चाहिए)।.
②ग्रैन्यूलेशन गुणवत्ता के कारक रिंग डाई पशु चारा पेलेट मिल शामिल करें:
विभिन्न किस्मों के अनुसार विभिन्न रिंग डाइज़ चुनें। उच्च प्रोटीन और वसा सामग्री वाली कुछ किस्मों के लिए मोटी रिंग डाइज़ की आवश्यकता होती है।.
ऑपरेशन के दौरान, प्रेशर रोलर और रिंग डाई के बीच सामग्री का प्रवाह तथा सामग्री निकास के तापमान नियंत्रण का दानेकरण गुणवत्ता पर विभिन्न स्तरों का प्रभाव होता है। पेलेट के आकार और लंबाई के चयन पर भी विचार करना उचित है।.
यह अनुशंसा की जाती है कि निर्वहन तापमान को लगभग 76–92℃ पर नियंत्रित किया जाए (यदि तापमान बहुत कम होगा तो मशीन में फीड का अपर्याप्त क्योरिंग होगा और पेलेट्स की कठोरता कम हो जाएगी)।.
4. शीतलन प्रणालीइस प्रक्रिया में, यदि फीड सामग्री को समान रूप से ठंडा नहीं किया जाता है या ठंडा करने का समय बहुत तेज़ होता है, तो पेलेट्स फट जाएँगे, जिससे फीड की सतह अनियमित और टूटने में आसान हो जाएगी, और इस प्रकार पाउडर बनने की दर बढ़ जाएगी।.
यदि ग्रेडिंग छनाई परत बहुत मोटी या असमान रूप से वितरित हो, तो यह अपूर्ण छनाई का कारण बन सकती है, जिससे तैयार उत्पाद में पाउडर की मात्रा बढ़ जाती है।.
पेललेट कूलर मशीन फीडिंग में बहुत तेज है, और इससे वर्गीकरण स्क्रीन की परत बहुत मोटी हो जाना आसान हो जाता है, खासकर जब पेललेट का आकार ≤Φ2.5 मिमी हो।.
6. तैयार उत्पाद की पैकेजिंग प्रक्रिया:
चूंकि तैयार माल का गोदाम आम तौर पर कारखाने की मंजिल के निचले हिस्से से लेकर सबसे निचली परत तक फैला होता है, और ऊँचाई बहुत अधिक होती है, इसलिए यह आवश्यक है कि तैयार माल की पैकेजिंग प्रक्रिया निरंतर उत्पादन प्रक्रिया के भीतर ही हो। गिरने और टूटने से तैयार माल में पाउडर की मात्रा बढ़ जाती है। यह विशेष रूप से उन सामग्रियों के लिए सच है जिनकी पल्पराइजेशन दर अधिक होती है।.
संक्षेप में, पेलेट फीड के उत्पादन प्रक्रिया में पल्पराइज़ेशन दर को प्रतिबंधित करने वाले कई कारक हैं। प्रत्येक फीड निर्माता के विभिन्न फीड पेलेट फॉर्मूले, उपकरण और प्रसंस्करण तकनीकों के कारण, नियंत्रण विधियाँ भी भिन्न होती हैं, लेकिन सामान्य निर्माता सभी प्रक्रिया संचालन नियंत्रण में लगे होते हैं। अनुचित संचालन के कारण पल्पराइज़ेशन दर में वृद्धि से बचने के लिए प्रक्रिया को यथासंभव नियंत्रित करने का प्रयास किया जाना चाहिए। हालांकि, यदि पोषण संबंधी आवश्यकताओं या कुछ किस्मों के कारण प्रसंस्करण उपकरण की प्रक्रिया सीमाओं के कारण फीड पाउडरिंग दर को हल नहीं किया जा सकता है, तो बड़े पैमाने पर उपकरण संशोधन के कारण होने वाले उच्च निवेश से बचने के लिए ग्रैन्यूलेशन में सहायता हेतु बाइंडर जोड़ने पर विचार करने की आवश्यकता है। विशेष रूप से, जलीय चारे को फीड पेलेट की गुणवत्ता और पानी में प्रतिधारण समय में सुधार करने के लिए उनकी पोषण संबंधी जरूरतों, शारीरिक विशेषताओं और खिलाने की विशेषताओं के कारण बाइंडर जोड़ने की आवश्यकता होती है।.
यदि आप इसके बारे में और जानना चाहते हैं स्वचालित पशु चारा प्रसंस्करण मशीनें,कृपया बेझिझक संपर्क करें रिची मशीनरी.
enquiry@richi-machine.com
व्हाट्सएप/सेल: +86 185 7410 3366