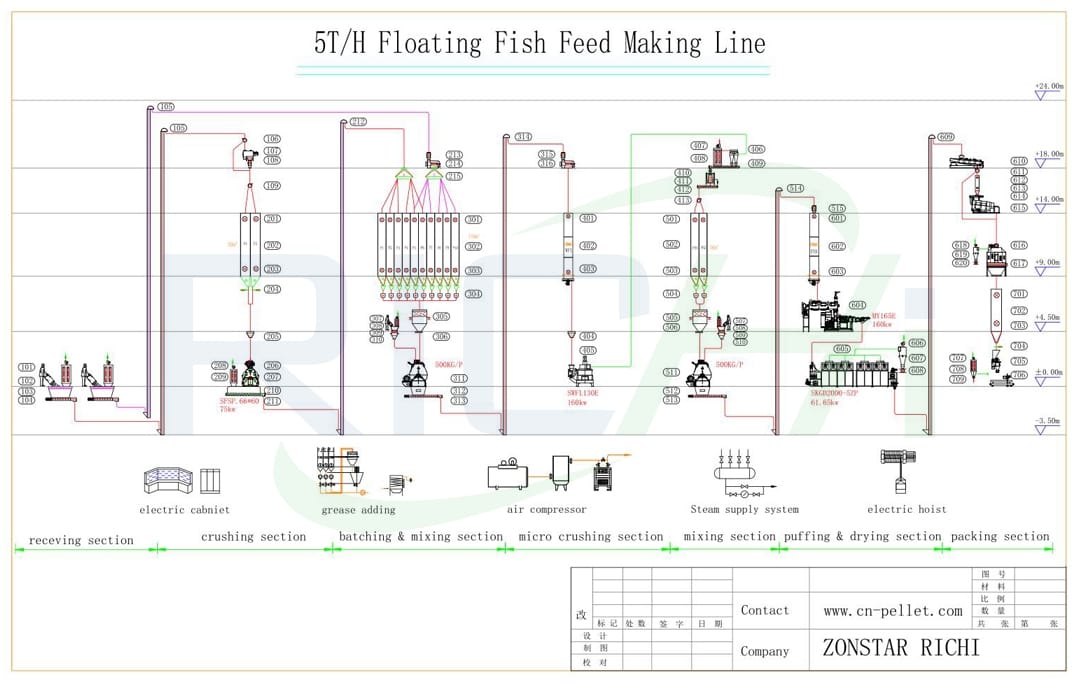
Hoe visvoer te produceren met een visvoer extruder machine? Visvoer productieproces:Malen -1st Doseren-Superfijn malen-2nd Doseren-Extruderen/Pelleteren-DrogenZiften-Vloeistof Toevoegen & Coaten-Koelen-Verpakken.Uit dit visvoer productieproces, kunt u weten dat als een visvoer verwerkingsbedrijf visvoer wil verwerken, het niet alleen puffen nodig heeft, maar ook molens, mixers, koelers, drogers, enz. Dit is een zeer technisch ontwerp van de productielijn.
Hoewel de visvoederpelletiseermachine ook hetzelfde pelletereffect kan bereiken, zullen we het vandaag alleen hebben over de visvoerextrudermachine.

1. Aquatic huisdiervoeder extruder gebruikt in visvoederfabriek :
(1)Drijvende visvoer extruder machine,capaciteit: 2t/h, hoofdmacht: 132kw
(2)DSP extruder voor visvoerkorrels,capaciteit 3-4t/h, hoofdmacht: 132kw
(3)Nat type visvoederfabriek extruder,capaciteit: 1-1,2t/h, hoofdvermogen: 75kw
(4)Droge Type Visvoer Extruder Machine Te Koop,capaciteit: 0.12-0.15t/h, hoofdmacht: 15kw

2.Features van de Machine van de Aquatic Voerextruder
(1)Garantie van de kwaliteit van geëxtrudeerde deeltjes
Er is een nieuw type conditioner geïnstalleerd om de uiteindelijke rijpingsgraad en uniformiteit van het voer beter te maken dan op de traditionele manier.
Bij coaxiaal extruderen met meerdere schroeven wordt de uitvoer duidelijk verhoogd, is de slijtage van slijtdelen uniformer, verloopt het lossen soepeler en is de deeltjesuniformiteit beter.
Bij het produceren van verschillende deeltjes kunnen de hoeveelheid en de snelheid van de snijder naar behoefte worden aangepast en is de snijkwaliteit gemakkelijker te controleren.
Het zelfstellende snijsysteem met constante spleet garandeert de uiterlijke kwaliteit van de producten en lost de uiterlijke kwaliteitsproblemen op die worden veroorzaakt door slijtage van de snijplotter.
(2) Goede controleprestaties
Het aanpassingsvermogen van verschillende voederformules is verbeterd vergeleken met de conventionele situatie in de industrie en de gevoeligheid van de formule is laag.
Gemakkelijk te demonteren en te monteren ringmatrijs, snelle reiniging, bespaart werktijd en vermindert kruisbesmetting.
Het besturingssysteem met aanraakscherm vermindert de afhankelijkheid van de vaardigheden van de machinist.
(Stabiel en betrouwbaar
Gebruik geïmporteerde lagers, zeer nauwkeurige tandwieloverbrenging, circulair smerings- en koelsysteem, overbelastingsbeveiligingssysteem, enz. om de machine stabiel en betrouwbaar te laten werken.
Schroef, bus en mal zijn gemaakt van gelegeerd staal met een goede slijtvastheid en lange levensduur. Gebruik een soort apparatuur voor algemeen gebruik om drijvend voer en zinkbaar voer te produceren volgens de eisen. Het hulpsysteem voor bulkdichtheidsregeling kan worden geselecteerd voor de productie van geëxtrudeerde deeltjes met hoge bulkdichtheid.
3.Belangrijkste factoren die de kwaliteit van geëxtrudeerd voer beïnvloeden
(Over het algemeen zijn de belangrijkste grondstoffen voor voer eiwitten, zetmeel, vet, vezels, micro-elementen, enz. Eiwit is een belangrijk ingrediënt van watervoeder, goed voor ongeveer 25%~55% in de formule. Er zijn twee soorten proteïne: plantaardige proteïne en dierlijke proteïne. Goede effecten kunnen alleen worden bereikt als deze twee eiwitten in de juiste verhouding worden gebruikt, afhankelijk van de feitelijke situatie.
Zetmeel is het belangrijkste koolhydraat in watervoer en heeft de functie om uit te zetten en te binden tijdens het extruderen, wat een grote invloed heeft op de kookgraad, de waterbestendigheid en het uiterlijk van het voer. Normaal gesproken heeft zinkend voer minimaal 10% zetmeel en drijvend voer minimaal 20% zetmeel.
(2)Hoge temperatuur en hoge druk in het extrusieproces zullen grote schade toebrengen aan het micro-element in het voer; bovendien zal de vitamine snel verloren gaan. Het is dus redelijker en economischer om vitamine toe te voegen na het extrusieproces door middel van de "Hot Coating"-methode.
(3) De kwaliteit van stoom is cruciaal voor de kwaliteit van geëxtrudeerde voeding. Over het algemeen is het gepast om de druk van verzadigde stoom tussen 0,4 Mpa en 0,5 Mpa te houden, met een volatiliteit van de druk van minder dan Mpa. De druk van de ketel moet dus tussen 0,6 Mpa en 0,8 Mpa liggen en de afstand tussen de ketel en de extruder moet korter worden. Bovendien is de kwaliteit van het water ook van vitaal belang voor de kwaliteit van het geëxtrudeerde voer.
(4) De grootte van de matrijsopening van de extrudermatrijs heeft een grote invloed op de uitvoer van het geëxtrudeerde voer. Een grote matrijsopening heeft niet alleen een grote output, maar produceert ook een goed uiterlijk van het voer. Op basis van het feit dat de productkwaliteit en mechanische sterkte van extrudermatrijzen niet beïnvloed mogen worden, is het aan te raden om matrijzen met een grote opening te gebruiken.
[Meer verwante informatie over extruder voor waterdiervoeder].
Hoe wordt visvoer geproduceerd??