Hochwertige Futtermittelpellets können als Futtermittelpellets definiert werden, die wiederholten Arbeitsgängen standhalten. Zum Beispiel werden Futterpellets beim Absacken, Transportieren, Lagern und Transportieren in der Futtermittelanlage nicht zu sehr beschädigt oder bilden zu viele feine Partikel. Die Pelletqualität wird in der Regel durch den Pellet Durability Index (PDI) ausgedrückt und kann in einem Trommeltank gemessen werden: Zunächst wird die zu prüfende Partikelprobe gesiebt, um feine Pulverpartikel zu entfernen, und dann eine bestimmte Zeit lang im Trommeltank getrommelt. Die gewalzte Probe wird gesiebt, um feine Partikel zu entfernen, und das Gewicht der gesamten Partikel kann ermittelt werden.
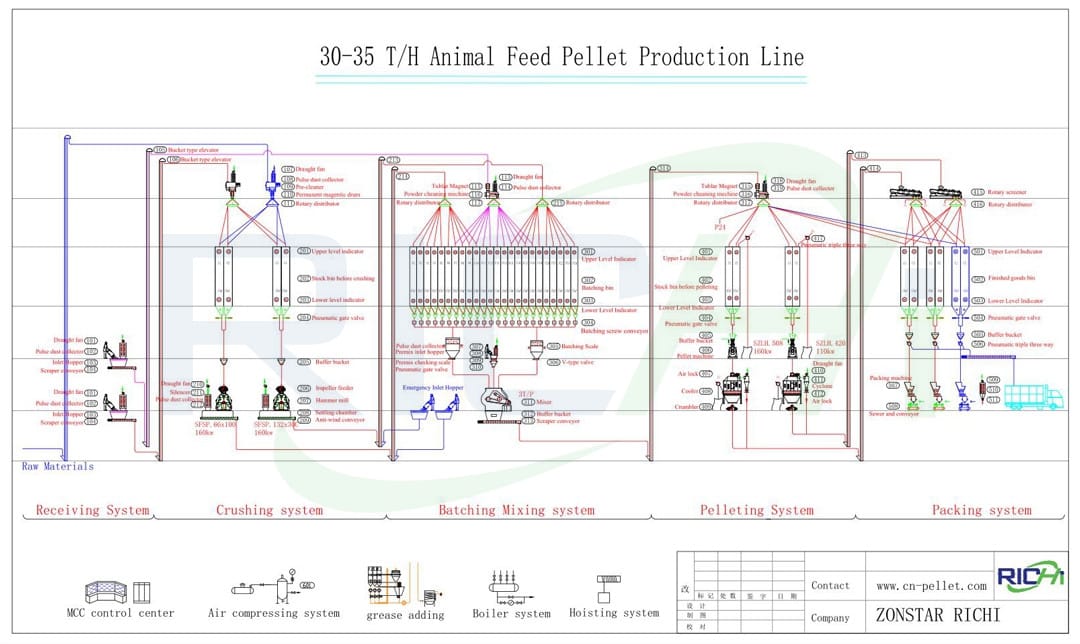
Die Verarbeitungslinie für Tierfutterpellets. RM Empfangs- und Vorreinigungssystem-Mahlsystem-Dosier- und Mischsystem-Pelletiersystem-Absacksystem-Zusatzsystem. Da es viele Stufen gibt, wird die Qualität des endgültigen Pellet-Futters von vielen Faktoren beeinflusst Ja, heute werden wir mit Ihnen im Detail sprechen, ich hoffe, Ihnen zu helfen.
1. Wirkung des Dampfsystems
In kleinen Futtermittelfabriken werden häufig Niederdruck-Dampfkessel verwendet. Der verwendete Dampfdruck beträgt in der Regel 0,2~0,4MPa. Die Dampfkessel werden auch oft in der Nähe der Futterpelletiermaschine aufgestellt. Aufgrund ihrer geringen Leistung ist die Transportdistanz der Dampfleitung kurz und die Öffnung der Ringmatrize der Pelletiermaschine klein (im Allgemeinen Φ2~Φ3), so dass die Partikelqualität besser ist;
② Aufgrund der hohen Leistung und der großen Ausrüstung großer Futtermittelpelletieranlagen sind die Dampfkessel in der Regel weit von der Produktionsstätte entfernt, so dass die Lieferleitungen lang sind (in der Regel mehrere hundert Meter), und es wird häufig Dampf mit hoher Temperatur und hohem Druck verwendet, um die Dampfqualität der Futtermittelpelletiermaschine während der Konditionierung zu gewährleisten. Im Allgemeinen werden 0,8 MPa und 180°C Sattdampf verwendet.
Unserer Erfahrung nach sollte der Dampfkessel in der Nähe der Ringmatrizen-Pelletmühle platziert werden, und die Länge der Dampfleitung sollte so kurz wie möglich sein, vor allem im Norden; außerdem sollte der Dampfkessel vorzugsweise in einem Ölofen aufgestellt werden, da es bei einem Kohleofen schwierig ist, die Stabilität des Dampfdrucks zu gewährleisten. Andernfalls ist der Feuchtigkeitsgehalt des Dampfes hoch und der Dampfdruck instabil, was sich wiederum auf den Konditionierungseffekt und die Pelletqualität auswirkt.

2. Wirkung des Aufbereiters
Einer unserer Kunden, die Maschine zur Herstellung von Tierfutterpellets(8T/H), der in seiner Futtermittelfabrik verwendet wird, hat eine Konditioniererlänge von 1,4 m. Aufgrund der zunehmenden Vielfalt an alternativen Rohstoffen, die dem Futter in den letzten Jahren zugesetzt wurden, sowie des kalten Winterwetters im Norden und der langen Transportwege ist die Konditionierungszeit zu kurz, die Konditionierungstemperatur zu niedrig und der Konditionierungseffekt schwer zu gewährleisten. Daher ist der Konditionierer, den wir für die Pelletmühle der Futtermittelfabrik dieses Kunden wählen, ein verbesserter Typ, um die Temperatur und die Zeit der Konditionierung des Pulverfutters zu gewährleisten, um die Qualität des Pelletfutters sicherzustellen.
3. Die Auswirkungen der Futtermittel-Pellet-Mühle Ringmatrize und Druckwalze
Walzenspalt: Der Spalt sollte bei 0,05~0,3nm gewährleistet sein, d.h. die Ringform kann die Andruckrolle gerade noch zum Drehen bringen. Wenn der Spalt groß ist, wird die Fähigkeit des keilförmigen Raums zwischen den Formwalzen, das Futter zu transportieren, reduziert, und die Druckkraft der Formwalzen auf das Futter wird verringert. Wenn der Druck geringer ist als der Reibungswiderstand der Innenwand des Formlochs gegenüber dem Vorschub, wird die Futtermittelgranulat-Pelletiermühle blockiert die Maschine und beeinträchtigt die Pelletqualität.
Im Allgemeinen ist es besser, die Ringmatrize und die Andruckrolle zu ersetzen, wenn sie gepaart werden. Bei normaler Produktion sollte der Spalt zwischen den Matrizenrollen vor Beginn jeder Schicht eingestellt werden. Bei Verwendung der alten Ringmatrize und der Druckwalze sollten diese poliert werden, um eine möglichst glatte Oberfläche zu erhalten.
Beschädigung der Druckwalze: Wenn bei der Überprüfung der Körnung festgestellt wird, dass sich die Druckwalze nicht richtig dreht, sollte sie rechtzeitig ausgetauscht werden. Wenn das Druckwalzenlager beschädigt ist, kann sich die Druckwalze unter normalen Umständen nicht mehr normal drehen. Andernfalls wird die Maschine blockiert. Die Qualität der Partikel wird beeinträchtigt.
Durchmesser der Matrizenöffnung und des Einlaufkegels: Unter der Voraussetzung, dass die Dicke der Ringdüse konstant ist. Wenn der Durchmesser des Matrizenlochs verringert wird, erhöht sich die Festigkeit der extrudierten Futterpellets, die Pellets sind sauber geformt, die Härte und Dichte nehmen zu und die Pulverisierungsrate sinkt. Futterpellets mit Löchern von Φ2~Φ3 sind für Spanferkel und Küken von Vorteil. Natürlich führt eine Verringerung des Durchmessers der Ringmatrize unweigerlich zu einer Verringerung der Produktionseffizienz. Daher sollten die oben genannten Faktoren kombiniert werden, um eine vernünftige Wahl zu treffen.
Wenn der Einspeisungskonus der Ringmatrize stark abgenutzt ist, sinken außerdem die Produktionsleistung und die Partikelqualität. Denn zu diesem Zeitpunkt ist die Dampfmenge, die dem Futter zugeführt wird, begrenzt (eine große Dampfmenge würde die Maschine blockieren), wodurch die Temperatur der Futteraufbereitung sinkt. Wenn die Ringmatrize noch verfügbar ist, sollte der Einspeisekegel der Ringmatrize daher rechtzeitig bearbeitet werden, um die Produktionsleistung und die Pelletqualität zu gewährleisten.

4. Abkühlungs- und Zerspanungseffekte
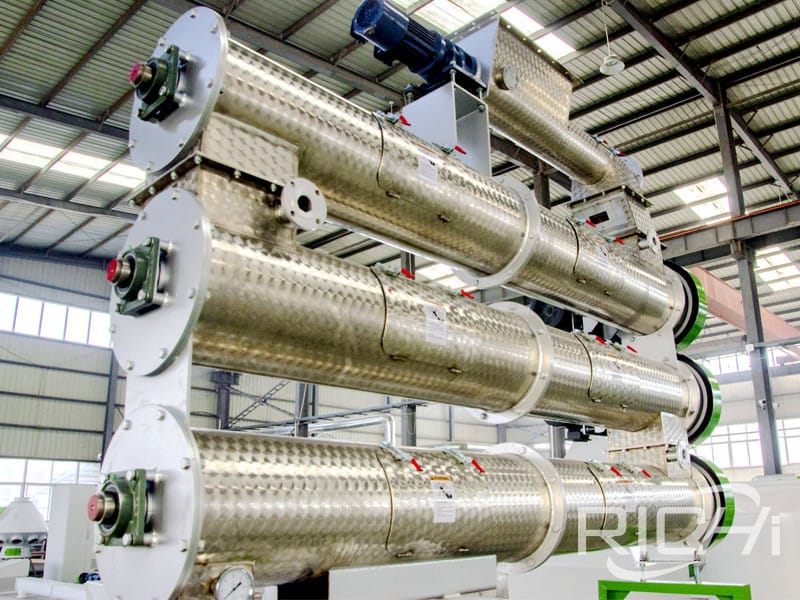
① Die Pellets werden durch die Pelletkühlmaschine gleichmäßig und moderat gekühlt. Heutzutage ist der Pelletkühler weit verbreitet, der eine hohe Kühleffizienz und gute Wirkung hat;
Die Pelletzerkleinerungsanlage sollte rechtzeitig repariert werden, wenn die Zähne der Zerkleinerungswalze stumpf sind; andernfalls wird die Zerkleinerungswirkung der Zerkleinerungswalze stärker, die Gleichmäßigkeit der Futterpellets wird schlechter und der Zerkleinerungsgrad steigt. Während der normalen Produktion sollte der Abstand zwischen den Brechwalzen je nach Art des Futters richtig eingestellt werden;
③ Nach der Zerkleinerung des Granulats wird ein ebenes Drehsieb mit kleinem Neigungswinkel für die Siebung verwendet, insbesondere für große Tierfutterpelletieranlage.