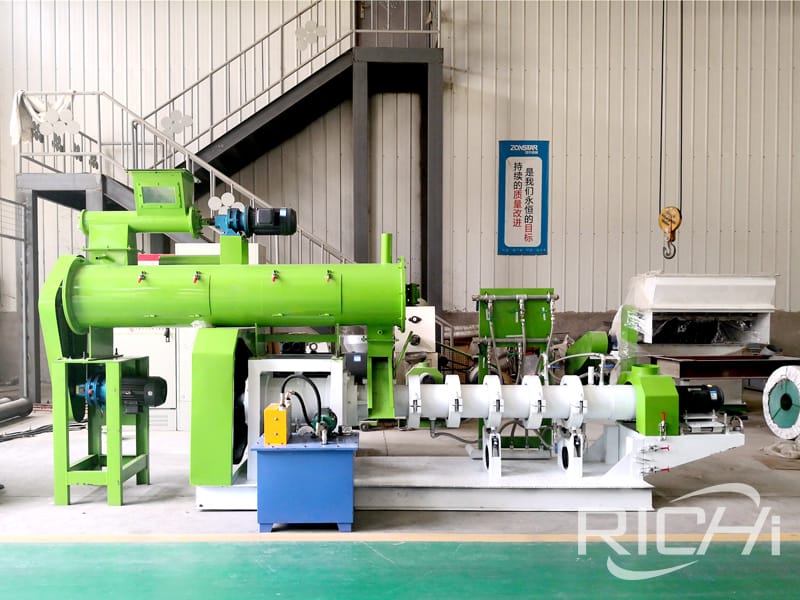
Екструдер для виготовлення гранул для вологих рибних кормів представлення продукту:
1. Машина для екструзії мокрої риби з прямим охолодженням з автоматичним керуванням, спеціалізована для виробництва декоративних риб, домашніх тварин та водних екструдованих кормів.
2. Використовуйте гвинт з подвійною різьбою зі змінним кроком з хорошим ефектом слуху та замішування, широкий спектр переробки гранул (1,0 мм-16 мм кругла та ненормальна поплавкова подача, потопаюча подача), великий тиск екструзії, швидке кондиціонування та затвердіння, хороший ефект лиття.
3. У технології використовується пряме охолодження гвинтової різьби, нарізане місильне кільце, внутрішнє кондиціонування випаровування та головний вал з регульованою частотою обертання, що плавно регулюється, в поєднанні з формулою для обробки водних потопаючих кормів та кормів для плавучих засобів.
4. Завдяки спеціальній структурі, в тому ж стані, вміст жиру при виробництві або переробці кормів вище, ніж в інших моделях з одним шнеком. Ця модель може використовувати деякі матеріали (як кукурудзяне борошно і соєве борошно) для сухої екструзії.
Загальний аналіз та усунення несправностей для екструдерів мокрого типу
|
Неприємності. |
Тому що |
Рішення |
|
Порошок занадто грубий. |
Отвір матриці занадто великий, або занадто велике співвідношення апертури. |
Зменшити діаметр отвору матриці, зменшити апертуру. |
|
Порох не можна розряджати. |
Обсяг подачі занадто великий, тоді як тиск води і потік води занадто малі. |
Відрегулюйте потік подачі та переконайтеся в тиску води |
|
Корм наклеєний. |
Занадто багато води. |
Відрегулюйте потік |
|
Гранула занадто велика; температура екструдованого порошку занадто низька. |
Гвинтова втулка, гвинтовий стрижень або головка матриці сильно зношені. |
Замініть гвинтовий стрижень, гвинтову втулку або головку матриці |
|
Під час нормальної роботи корм не вивантажується. |
Вивантажувальний отвір заблоковано домішками. |
Видаліть забруднення всередині отвору матриці |
|
Корм має неоднакові розміри. |
Отвір матриці має неоднакові розміри. |
Підготуйте отвір для штампа відповідного розміру |
|
Екструдована гранула має неоднакову довжину. |
Швидкість різання занадто висока або занадто низька. |
Відрегулюйте швидкість фрези |
|
Розбризкування матеріалу з вхідного отвору під час подачі |
Занадто швидка подача матеріалу або нерівномірна подача, або сталося блокування. |
Контролюйте швидкість подачі. |
|
Злам порошку нерівномірний. |
Лезо має дірку або зазор між лезом і матрицею занадто великий. |
Замініть фрезу, відрегулюйте зазор |